Evaluation of Soy-Derived Solvents as PCBTF Alternatives in Industrial Alkyd Coatings

Need to Know
- Soy methyl ester solvents reduce VOC levels in alkyd coatings while maintaining or improving key performance properties such as corrosion resistance and flexibility.
- In alkyd primer systems, SME-containing formulations outperform PCBTF and propylene carbonate benchmarks across multiple durability metrics.
- SMEs achieve targeted VOC reductions at lower usage levels than PCBTF, improving formulation efficiency and sustainability.
- Topcoat performance remains competitive with lower-VOC benchmarks, though drying time optimization is still required.
- Bio-renewable sourcing and low toxicity position SMEs as viable alternatives to petroleum-based solvents in industrial coatings.
Stricter environmental regulations and increasing demand for sustainable raw materials are prompting coatings formulators to reconsider traditional solvent choices. Solvents used in industrial formulations must provide strong solvency for alkyd systems while also supporting compliance with evolving volatile organic compound (VOC) regulations. As a result, the industry has shown growing interest in alternative solvent technologies that can deliver both regulatory and performance benefits.
Soy-derived solvents have emerged as a promising option in this area. Soy methyl esters (SMEs), produced from soybean oil, offer a renewable and biodegradable solvent source with favorable solvency characteristics for alkyd-based coatings. In many cases, SMEs can function as partial replacements for conventional high-VOC solvents as well as VOC-exempt materials such as para-chlorobenzotrifluoride (PCBTF), which has come under increased scrutiny due to toxicity concerns.
This article examines the chemistry and production of soy-based solvents and evaluates their performance in alkyd primer formulations, with a brief look at topcoat formulations. The discussion highlights formulation considerations and testing results that demonstrate how SMEs can reduce reliance on PCBTF while maintaining coating performance.
Introduction
Investment from the United Soybean Board (USB) has played a significant role in the advancement of soy-based technologies, supporting research and commercialization efforts that expand the industrial use of soybean oil-derived materials. One example is soy methyl esters (SMEs), which are produced through a transesterification reaction. In this process, refined soybean oil is reacted with methanol in the presence of a catalyst, converting the triglyceride structure of the oil into fatty acid methyl esters. The resulting material functions as a highly effective solvent while also offering the advantage of being biodegradable and sourced from a renewable, domestically produced agricultural feedstock.
The effectiveness of SMEs as a coating solvent is strongly influenced by the fatty acid composition of the soybean oil feedstock. Typical soybean oil contains approximately 53% linoleic acid (C18:2), 23% oleic acid (C18:1), 8% linolenic acid (C18:3) and roughly 16% saturated fatty acids, primarily palmitic and stearic acids, as illustrated in Figure 1. This distribution of unsaturated and saturated fatty acids contributes to a balance of polarity and hydrophobicity that supports strong solvency for coating resins and pigments.
In addition, SMEs exhibit relatively high boiling points and low vapor pressures compared with many conventional solvents. These characteristics can help reduce VOC emissions while maintaining adequate solvency in industrial coating formulations, including alkyd metal primer systems.

A variety of commercially available soy-derived solvents are currently offered both as individual materials and as blends incorporating derivatives from other renewable feedstocks. These solvents are used in multiple industrial applications, including lubricants, cleaning formulations and coatings. Table 1 summarizes the physical properties of the soy-based solvents evaluated in Stonebridge’s alkyd coatings feasibility studies, along with several petroleum-based solvent benchmarks used for comparison. Acetone, which is classified as a VOC-exempt solvent, is included for reference purposes.

During the studies, coating formulations exceeding VOC limits were adjusted to achieve regulatory compliance. This was accomplished by partially replacing portions of the primary solvent package with non-VOC or VOC-exempt solvent alternatives while maintaining the overall formulation balance.
Evaluation of Soy-Derived Solvents in Alkyd Metal Primer Formulations
Alkyd resins continue to be widely used in solvent-based metal primers due to their durability, corrosion protection and formulation flexibility. However, these coatings must comply with volatile organic compound (VOC) regulations that vary across jurisdictions in the United States. Current limits include 450 g/L at the federal EPA level, 340 g/L under OTC I guidelines, 250 g/L for CARB-regulated markets and as low as 100 g/L in areas governed by the South Coast Air Quality Management District (SCAQMD).
To investigate the potential use of soy-derived solvents for reducing VOC levels in alkyd primers, a series of formulations incorporating soy methyl ester (SME) solvents were prepared and compared with systems utilizing conventional solvent technologies. These included parachlorobenzotrifluoride (PCBTF) and propylene carbonate, as well as commercial solventborne primer benchmarks. Coating performance was evaluated using a range of standard tests including corrosion resistance, drying behavior, impact resistance, flexibility, hardness development, adhesion, solvent resistance (MEK) and overall film appearance.
A total of 23 white metal primer formulations were evaluated. Two commercially available alkyd primers with VOC levels of approximately 465 g/L and 450 g/L served as performance benchmarks. The remaining primers were formulated using three soy-based alkyd resins representing different oil-length chemistries. These included a short-oil alkyd and a medium-oil alkyd designed for higher-VOC formulations (450) and a medium-oil alkyd intended for markets with stricter VOC limits (350).

The baseline formulation for the short-oil alkyd system used a solvent blend of xylene and odorless mineral spirits (OMS). For the medium-oil alkyd systems, control formulations utilized OMS as the primary solvent. These baseline formulations exceeded the targeted VOC limits when adjusted to the desired application viscosity of approximately 88–90 KU.
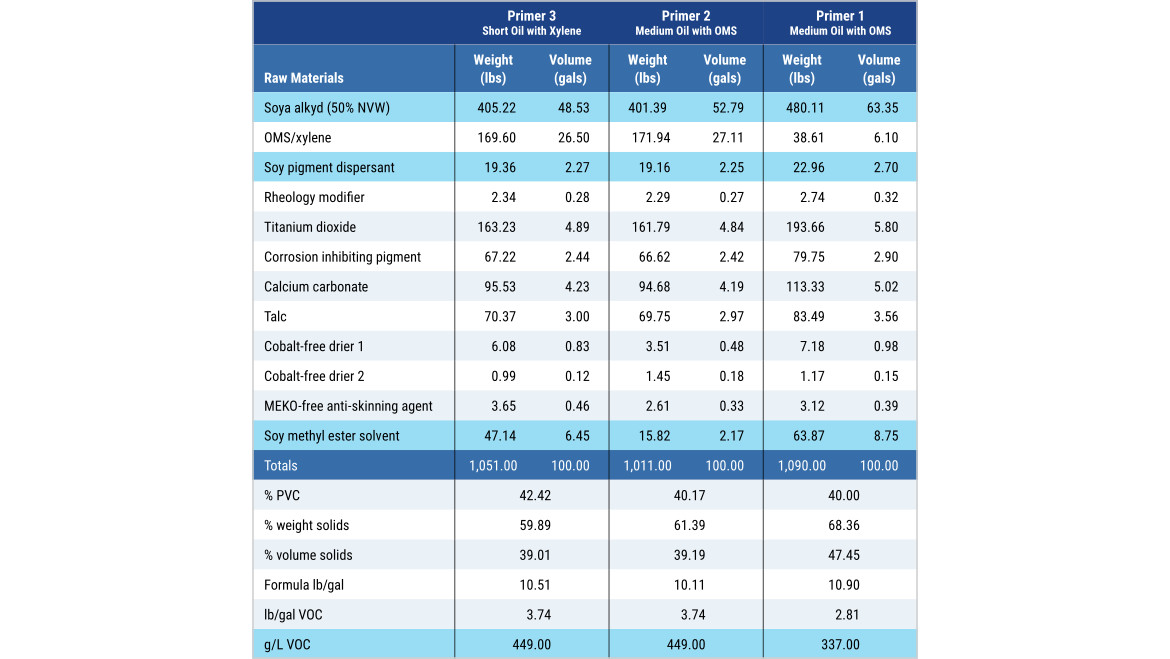
To achieve regulatory compliance in each series, portions of the OMS/xylene solvent were replaced with several non-VOC solvent alternatives, including PCBTF, propylene carbonate and four soy methyl ester solvents. Table 2 details the three different primer formulations, while Table 3 summarizes the resulting VOC levels for each solvent substitution. In the short-oil system, replacing portions of the petroleum solvent package enabled the formulation to reach the 450 g/L VOC target, while the medium-oil systems were adjusted to meet either the 450 g/L or 340 g/L limits depending on the formulation.
Primer formulations were prepared at 40–42% PVC containing titanium dioxide, a corrosion-inhibiting pigment, calcium carbonate and talc. Pigments were dispersed using a soy-derived dispersant. The coatings were formulated using cobalt-free driers and a MEKO-free anti-skinning additive.
The solvent substitution results indicate that SME-based solvents were effective in reducing formulation VOC levels while requiring relatively modest inclusion levels. In several cases, the SME solvents achieved the targeted VOC reduction with lower weight percentages than PCBTF.

All primer formulations were applied to untreated cold rolled steel (CRS) panels using a wire-wound rod applicator. Two successive coats were applied, resulting in a total dry film thickness of approximately 4–5 mils. Panels were allowed to dry overnight between applications and were then conditioned for 28 days under ambient laboratory conditions before testing. The evaluation methods employed in this study are outlined in Table 4.

Performance Results and Discussion
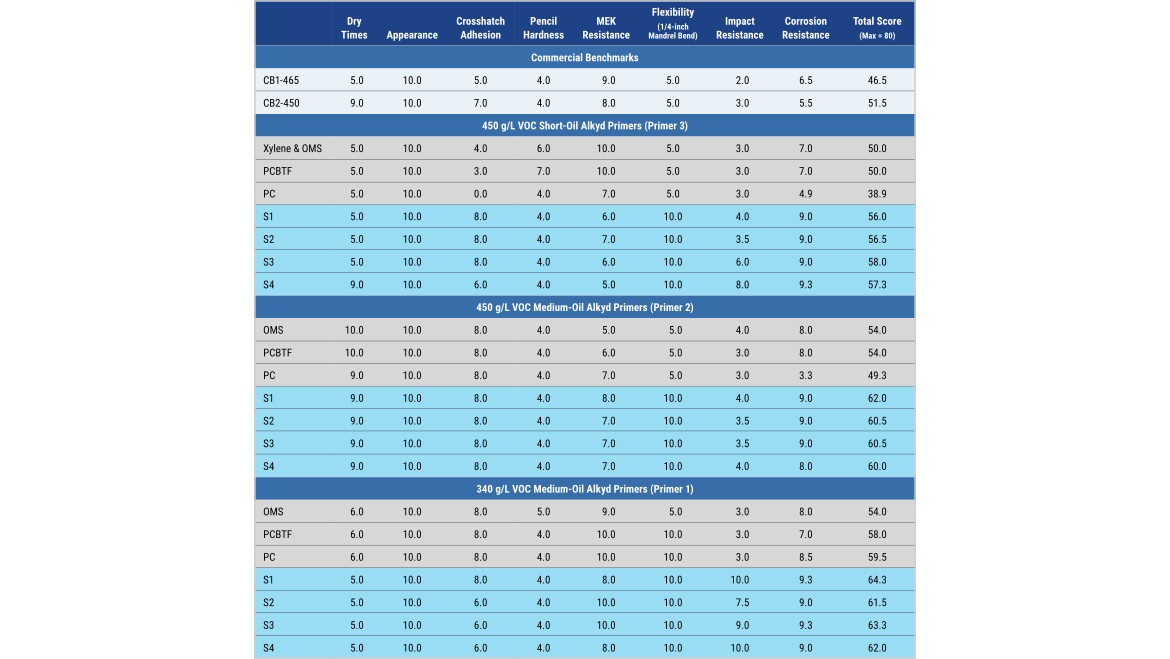
Performance results for each evaluated property were converted to a normalized 10-point scoring system, where 10 represented the highest performance and 1 represented the lowest. The normalized values for each coating were then summed to produce a composite performance score with a maximum possible value of 80. These overall rankings are summarized in Table 5, with the comparative performance scores illustrated in Figure 2.
To visualize property-by-property performance differences across the various formulations and VOC levels, the individual normalized results were plotted using radar (web) charts. These comparative plots are presented in Figures 3 and 4.
Across the evaluated systems, primers formulated with soy alkyd resins and soy-derived solvent packages consistently demonstrated stronger overall performance than PCBTF, propylene carbonate and the commercial benchmarks. All SME-containing alkyd primers outperformed the best-performing commercial primer. In particular, the use of SMEs contributed to improved flexibility, impact resistance and corrosion resistance relative to both the benchmark products and the control formulations with the higher VOCs. These improvements were most noticeable at higher VOC levels and when compared with formulations utilizing PCBTF or propylene carbonate as the primary VOC-reducing solvents.


Primer 3 Series — Short Oil (450 g/L VOC)

Primer 2 Series — Medium Oil (450 g/L VOC)

Primer 1 Series — Medium Oil (340 g/L VOC)

Among the commercial reference coatings, the benchmark with a VOC of 465 g/L exhibited the lowest overall performance. This formulation produced relatively soft films, moderate adhesion, limited impact resistance and fair-to-poor corrosion protection, along with slower drying characteristics. The second benchmark, formulated at 450 g/L VOC, demonstrated somewhat improved adhesion and drying behavior but still produced softer films with reduced impact resistance and relatively poor corrosion performance.
In the short-oil soya alkyd 450 g/L VOC series, formulations incorporating SME solvents showed clear improvements in adhesion, flexibility, impact resistance and corrosion protection without negatively affecting drying performance. However, these systems tended to produce slightly softer films and somewhat lower MEK resistance compared with formulations using PCBTF or propylene carbonate. Among the solvent options in this series, propylene carbonate produced the lowest overall performance.
For the medium-oil soya alkyd 450 g/L VOC series, SME-containing formulations demonstrated improvements in flexibility, impact resistance, MEK resistance and corrosion performance while maintaining comparable hardness and adhesion. Dry times were only marginally longer than those observed for the PCBTF and propylene carbonate systems.
In the medium-oil soya alkyd 340 g/L VOC series, the benefits of SME solvents were even more pronounced. These formulations delivered substantially improved impact resistance and stronger corrosion and solvent resistance compared with the benchmarks and petroleum-solvent systems. Films in this series were slightly softer than PCBTF and exhibited a modest increase in drying time.
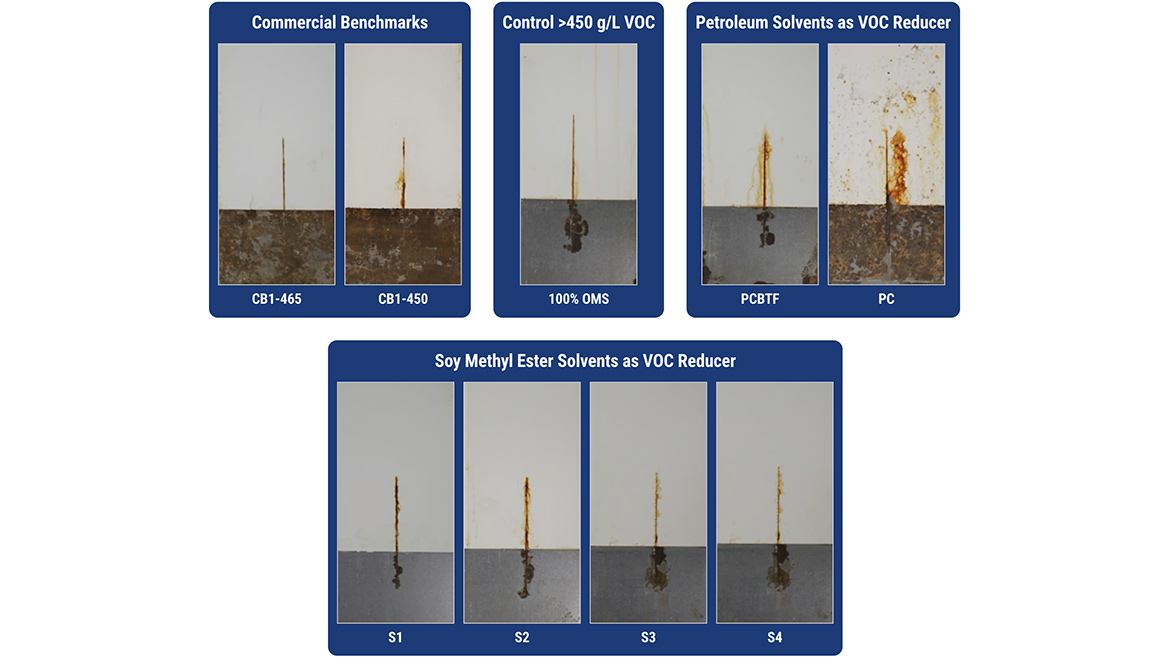
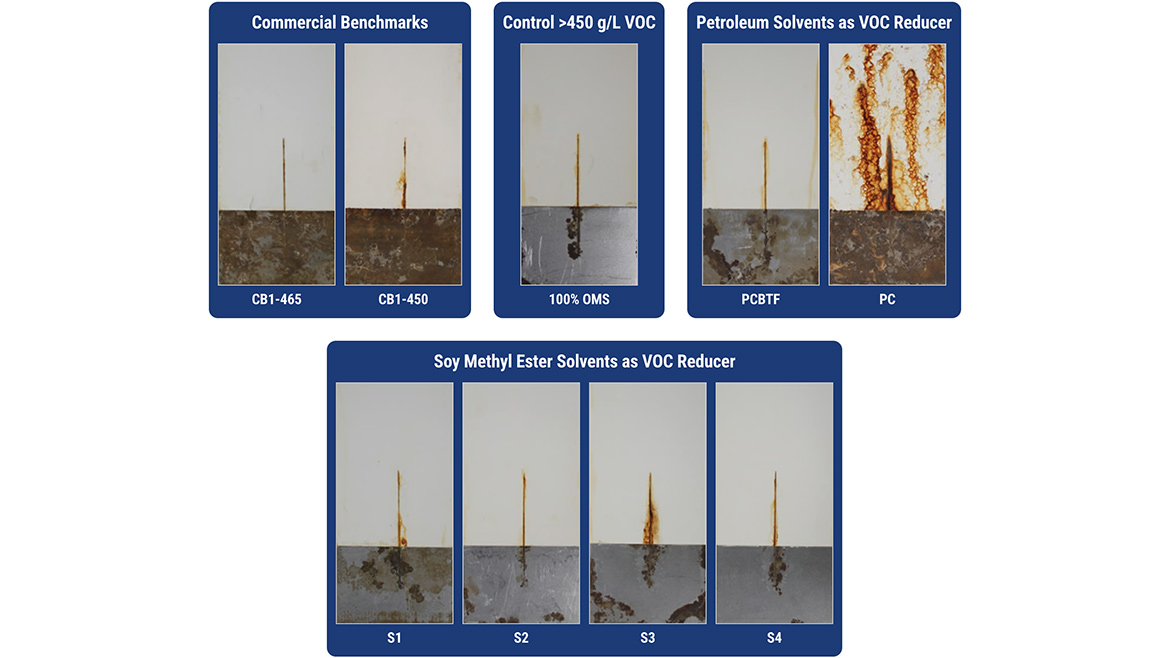
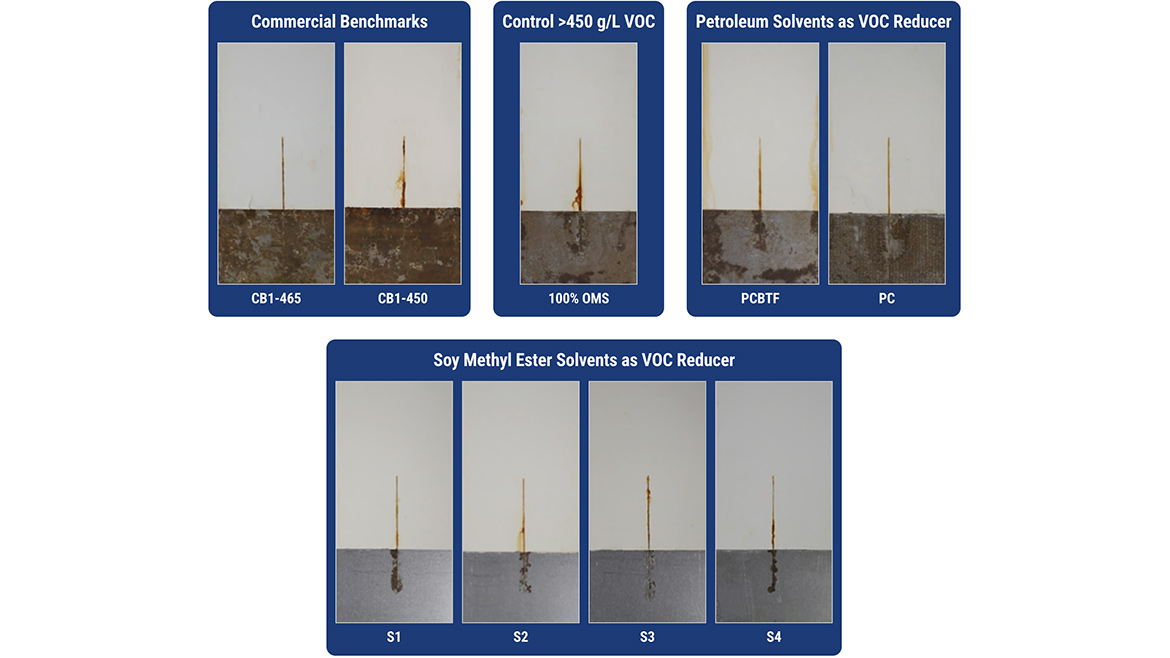
After 1,000 hours of salt spray exposure, the panels were partially stripped to examine the condition of the steel substrate beneath the primer coatings. Primers formulated with SME solvents showed little-to-no field corrosion on the steel surface, while the commercial benchmark coatings exhibited significant under-film corrosion. Even the control formulations containing 100% odorless mineral spirits, as well as those incorporating PCBTF or propylene carbonate, displayed noticeable corrosion. Representative photographs of these panels are shown in Figures 5–7. The 340 g/L VOC series showed the most improvement in corrosion protection with respect to under-film corrosion, as shown in the stripped salt spray panel photos.
Evaluation of Soy-Derived Solvents in Alkyd Semi-Gloss Topcoat Formulations
A brief look at the effects of SMEs for VOC reduction in alkyd topcoats was conducted.
A total of 10 white gloss/semi-gloss topcoats were evaluated. Three commercially available alkyd topcoats with VOC levels of 485, 380 and 250 g/L VOC served as performance benchmarks. The remaining topcoats were formulated using the medium oil soya alkyd used above in the Primer 2 series.
The control formulation with 100% OMS yielded 476 g/L VOC at the target viscosity of 95 KU, exceeding the 450 g/L VOC limit. PCBTF and propylene carbonate, along with the four SMEs, were used to replace some of the OMS to bring the paint formulations into compliance.
Semi-gloss topcoat formulations were prepared at 18% PVC using titanium dioxide as the sole pigment along with the soy-derived dispersant. They were formulated using cobalt-free driers and a MEKO-free anti-skinning additive. Tables 6 and 7 illustrate the topcoat paint formulation and resulting VOC reductions. As with the primers, the SMEs required less weight addition to achieve the same VOC reduction when compared to the petroleum solvents.


All topcoat formulations were applied to untreated cold rolled steel (CRS) and treated aluminum panels using a wire-wound rod applicator. Two successive coats were applied, resulting in a total dry film thickness of approximately 3.5–4 mils. Panels were allowed to dry overnight between applications and were then conditioned for 28 days under ambient laboratory conditions before testing. The evaluation methods employed in this study are outlined in Table 8.
Performance Results and Discussion
Performance results for each evaluated property were converted to a normalized 10-point scoring system, where 10 represented the highest performance and 1 represented the lowest. The normalized values for each coating were then summed to produce a composite performance score with a maximum possible value of 70. These overall rankings are summarized in Table 9, with the comparative performance scores illustrated in Figure 8.
To further visualize property-by-property performance differences, the individual normalized results were plotted using radar (web) charts. These comparative plots are presented in Figure 9.

Among the commercial reference topcoats, the 250 g/L VOC benchmark exhibited the lowest overall performance with relatively slow dry times, soft films, reduced MEK resistance, limited impact resistance and fair-to-poor UV resistance. The 380 g/L VOC benchmark performed better and the 485 g/L VOC benchmark performed the best.
All of the SME formulations performed better than the 250 g/L VOC commercial benchmark and approached the performance of the 380 g/L VOC commercial sample.
Commercial Benchmarks (Multiple VOCs)

Topcoat Series — Medium Oil (450 g/L VOC)

In the topcoat series, formulations incorporating SME solvents resulted in slower dry times with less MEK resistance. The SMEs improved impact resistance and provided similar UV resistance. Adhesion of the topcoats directly to steel was not measured, as they were designed to be applied over primed metals. Topcoat S4, the epoxidized SME, yielded the best overall performance of the four SMEs.
Conclusions – Gloss Topcoats
Topcoats containing SME solvents exhibited improved impact resistance while maintaining acceptable UV resistance. They performed similarly to lower-VOC commercial benchmarks. Improvements in dry times are necessary to make the SMEs viable for use in alkyd topcoats. This may be accomplished through formulation optimizations with different driers and/or other raw materials.
Summary of Findings
Soy methyl esters are a viable replacement for PCBTF in solvent-based alkyd coatings, providing good VOC reduction at 2/3 the amount of PCBTF required to achieve the same VOC reduction. In alkyd primers, significant improvements in flexibility and corrosion protection were observed. In alkyd topcoats, preliminary studies show decent performance but more work is needed to optimize formulations for improved dry times. With their bio-renewability, non-toxicity and domestic sourcing benefits, SMEs make a significant contribution to more-sustainable coatings.
Ongoing & Future Work
Additional work is underway with SMEs in different alkyd systems to develop sustainable solvent-based topcoats with reduced VOCs. Stonebridge is exploring using SMEs as potential replacements for other petroleum and high-boiling solvents in coatings, such as coil coatings.
Acknowledgements
The author would like to acknowledge the assistance of Kris Weigal, Omni-Tech International and colleagues Brandie Bennett, Jane MacDonell, Jessica Lake and Julia Langlois, and express gratitude for funding from the United Soybean Board (Project 25-106-D-A-1-A).
Explore more advancements in industrial coatings focused on sustainable solvent technologies and formulation performance.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




