New Emulsifiable MDI Variants for Sealers and Primers on Dry and Wet Concrete

The implementation of the Directive 1999/13/EC forces the majority of companies active in the manufacturing and application of coatings to monitor and control their VOC emissions over the coming years.
Raw material manufacturers have responded to the need for lower VOC emissions with the development of high-solids to 100%-solids coatings, UV curing and powder coatings, and, last but not least, the water-reducible and waterborne coating technology.
Isocyanates react with water, causing significant technical problems, which need to be overcome. Due to these problems, the first waterborne isocyanate coatings were based upon non-reactive urethane dispersions. Isocyanate crosslinkers for waterborne coatings have also been on the market for several years.
The aromatic MDI and MDI variants are used in protective coating systems for multiple industrial and construction applications. Hydrophobic species like MDI can be modified by introducing hydrophilic solubilizing groups to become easily emulsifiable in water, but MDI is also very reactive with water.
Huntsman has developed a new generation of emulsifiable diphenylmethane diisocyanate (MDI). The products fall into two categories: high-NCO emulsifiable isocyanates, which can be used for sealers on concrete, as crosslinkers with castor oil or in waterborne dispersions; and emulsifiable pre-polymers, which are useful for film-forming, water-reducible, one-component coatings. This paper will discuss the advantages and disadvantages of emulsifiable MDI variants and their applicability on a porous substrate such as concrete.
Products and Applications
To make the isocyanate emulsifiable, it is modified with specific isocyanate-reactive surfactants with a hydrophilic character. Huntsman owns several patents covering this technology.During the preparation, application, drying and curing process, the following chemical reactions occur.
1. Reaction of free isocyanate groups with hydroxyl groups on the methoxypolyethylene glycol, building the hydrophilic group on the isocyanate.
2. Reaction of free isocyanate groups with free hydroxyl groups on the castor oil or on the polyol in the emulsion.
3. Reaction of free isocyanate groups with water present in the blend at the moment of application.
4. Reaction of free isocyanate groups with humidity present in the substrate or in the environment after evaporation of all volatile components present in the blend.
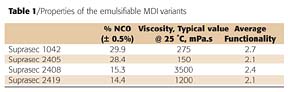
The products used for this study are different in functionality and in free NCO content (See Table 1).
Depending on their composition, emulsifiable isocyanates can be used in the following ways: as a basis for emulsifiable prepolymers with good film-forming properties and tailored film properties; diluted with water, as a sealer for porous substrates like concrete and wood; as a crosslinker for polyol emulsion-based two-component waterborne coatings; or as a resin for water-reducible, one-component polyurethane primers.

Properties
Storage Stability
To be able to determine the shelf life of the modified MDI variants, the products were stored at 40 °C and at 50 °C. The pressure build-up, the NCO values and the viscosity at 25 °C were all measured.
Over a five-week period, the measured values for the NCO and the viscosity at 25 °C for the experimental product EID 9304, stored at 40 °C and at 50 °C, show clearly that the product stays stable for longer periods (See Table 2). During five weeks of storage at the elevated temperatures, no signs of pressure build-up, such as bulging tins or hissing noises when opening the tins, were detected.
Stability of the Mixture With Water
The CO2 formation can be used to explain the chemical stability of the blend. The reaction of isocyanates with water proceeds in two steps and consumes two isocyanate groups to produce one CO2 molecule.
At low mole fractions of CO2 in water, Henry's law can be assumed to apply:
pCO2 = kmCO2
where pCO2 is the molar pressure of the CO2 vapour, mCO2 is the molality of CO2, and k is a constant for a given temperature. In this case k = 29.3 atm mol-1 kg H2O. As the volume is fixed in the bottle, the partial molar pressure will increase, as the reaction proceeds and the amount of CO2 dissolved in the water will also increase. This will also shift the acid/base equilibrium.
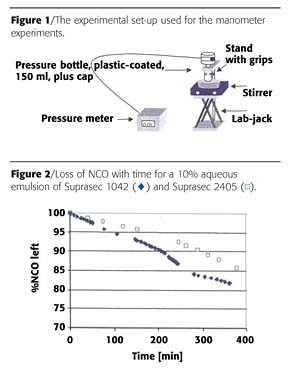
Figure 1 shows the experimental set-up used. A total volume of 50 ml of a 10% emulsion of the isocyanate is placed in a pressure bottle. The cap is closed using a special cap press. The bottle is placed onto a magnetic stirrer and connected to a manometer reading a differential pressure.
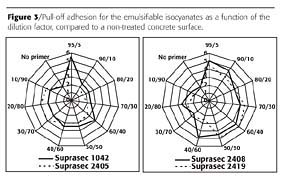
Figure 2 depicts the loss of NCO groups of an aqueous emulsion of Suprasec 1042 and Suprasec 2405 as a function of time. As illustrated, the consumption of NCO groups is rather slow. After four hours, when the sample is already flocculated, roughly 85% of the initial NCO groups of Suprasec 1042 and more than 90% of the initial NCO groups of Suprasec 2405 are still present.
Although the consumption of NCO groups is rather slow, the pot life of the blends can be quite limited because of the foaming and the phase separation. For Suprasec 2408, the effectiveness of the primer as a function of the time between the preparation of the mixture with water and the application to the substrate was made to determine the pot life, or effective working time, for a blend of isocyanate and water. Suprasec 2408 was mixed in a 40/60 ratio with water, the optimum mixing ratio according to the optimization testing. The mixture was then applied on humid concrete immediately after the mixing and then every half hour for five hours. An additional application was made after 24 hours. The adhesion was tested under ISO 4624 pull-off adhesion test conditions. Although the surface quality visibly changes when the mixture is older than one hour, all samples applied within the first five hours showed a cohesive failure in the concrete at 4-5 Mpa. The sample applied after 24 hours achieved only half of the adhesive force.
Optimal Mixing Ratio with Water
To determine the best possible mixing ratio of eMDI/water for the different emulsifiable isocyanates, the film-forming capability, applicability and the concrete surface improvement were evaluated through an adhesion test.
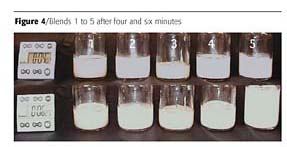
The adhesion test was evaluated on pull-off value and the nature of the failure. The adhesion test results for the different mixing ratios with water are shown in Figure 3. For the high-NCO products, Suprasec 1042 and Suprasec 2405, the best results are obtained for the mixtures containing a high amount of water. For the emulsifiable pre-polymers Suprasec 2408 and Suprasec 2419, the best adhesion results were obtained for the high-isocyanate-concentrated mixtures.

The film-forming performance was tested by applying thin films on glass. As expected, the high-NCO-containing isocyanates Suprasec 1042 and Suprasec 2405 did not form a film at all. The pre-polymers Suprasec 2408 and Suprasec 2419 performed best for the mixtures with higher isocyanate concentrations. Because of the absorbing property of a porous substrate like concrete, it was also interesting to see how the products behave on concrete, especially the pre-polymers with film-forming capacity. With only small amounts of water used, penetration of the concrete is limited, with some foaming occurring in the applied film. Once the products are diluted with 20% of water or more, the film quality improves significantly. Because of the lower starting viscosity, Suprasec 2419 only provides a limited surface quality for the higher water dilution mixtures because of the penetration in the porous substrate (See Tables 4 and 5).

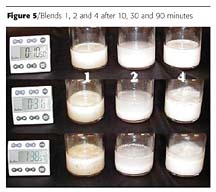
Blend 5, made with Suprasec 2419 in a 70/30 mixing ratio with water, is very reactive, and because of the high amount of isocyanate in the blend, starts to foam almost immediately.

Film Performance
Comparative testing against solventborne, comparable systems resulted in similar performance results. Adhesion tests on dry and humid concrete also gave comparable test results for systems based on emulsifiable isocyanates against one- or two-component polyurethane systems that are known to perform well in such cases. Table 7 indicates that for normal-cure-speed polyurethane systems, the adhesion values are of the same order of magnitude as we would expect without a base coat. However, for faster-cure systems like polyurea, where substrate wetting by the topcoat is not evident, there is clearly an advantage to using a primer or sealer. Certainly in the case of polyurea, that itself is not sensitive to humidity during the curing process, the systems based on emulsifiable isocyanates have a better overall performance than the traditional solventborne polyurethane systems.Conclusions
Environmental pressures are forcing the coatings market to switch to low-VOC technologies. Waterborne systems in general and emulsifiable isocyanates in particular offer alternatives to the coatings industry to comply with the changing regulations. The first goal is to supply products that deliver similar features and performances comparable to existing commercial technologies. The range of emulsifiable isocyanates now available can be used to make water-reducible sealers and primers, and crosslinkers for waterborne coatings.The limiting factor for the use of emulsifiable MDI variants is the high reactivity with water, resulting in stability problems for the blends and short working times. The emulsifiability of this range of products makes them very suitable for porous substrates like concrete, certainly in varying and/or high-humidity conditions. The biggest advantage is obtained when fast-curing systems need to be applied in difficult conditions.
As it is a fairly new and different technology, an adapted approach in manufacturing, handling and applying is needed to ensure the use of emulsifiable isocyanates in coating applications is a success. Since we are still dealing with reactive chemicals, correct protective clothing should be worn during the manufacturing, packaging and application of emulsifiable isocyanates.
Acknowledgement
The author would like to thank the Huntsman R&D department for the development of the emulsifiable MDI variants, Domien Berden and Stefan Priemen for carrying out all the preparations and the testing, and all other Huntsman staff who helped to finalize this project.
For more information, contact Marc Broekaert, Huntsman Polyurethanes, phone +32 2 758 8814; e-mail marc_broekaert@huntsman.com.
References
1 Council Directive 1999/13/EC of 11 March 1999 and additional related documents.
2 A. Valkenborgh, H. Reynders, Huntsman Internal Report ER2445, 2000.
3 K. van der Linden, K. Reynders, Huntsman Internal Report ER2532, 2001.
4 C. Marinus, Huntsman Internal Report ER2548, 2001.
5 K. van der Linden, K. Reynders, B. Eling, Huntsman Internal Report ER2570, 2002.
6 D. Berden, Huntsman lab project ACE1020, 2003.
SUPRASEC® is a registered trademark of Huntsman International LLC in one or more, but not all, countries.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





