New Waterborne Pigment Grinding Resin for High-Performance Coatings
A newly developed pigment grind resin was effective in the preparation of various pigment tints.

Coatings generally provide two basic functions: protecting the substrate and improving the aesthetic aspects of the substrate. Many organic and inorganic pigments are used in liquid coatings to provide proper hiding of the substrate surface and to achieve the desired color and appearance. There are two commonly used ways of incorporating insoluble dry pigments in liquid coatings, namely, direct pigment grinding and the use of pigment concentrates (tints).1
Direct grinding involves wetting and dispersing the dry pigments directly in the liquid coating resin binder, whose molecules will then function as stabilizing agents after forming a protective layer over the de-agglomerated primary pigment particles. For waterborne systems, it is sometimes necessary to use pigment wetting agents to facilitate the wetting of pigments with low surface energies.2
There are several advantages of this method, including no or low-usage of pigment wetting and dispersing additives or grinding resins, both of which can pose potential compatibility problems and reduction in film properties. However, direct grinding also has a few disadvantages. For example, direct grinding can be time consuming and uneconomical when making small batches of multiple colors of the same coating. Color adjustment during production could also be difficult. In addition, direct grinding is not possible for binders that are either not shear stable, or when the molecular weight (MW) and pigment-affinity functionality of the binder are too low to provide adequate protection against flocculation.
On the other hand, pigment tints are widely used as alternatives to direct grinding. Individual dry pigments are pre-dispersed at high concentrations in liquid media, and the primary pigment particles are stabilized by either pigment dispersants or pigment grinding resins. Pigment tints are usually pre-standardized, and are readily available for quick color adjustments.
To make resin-free pigment tints (slurries), high levels of pigment wetting and dispersing additives are used. Compared to the tints made by grinding resins, slurries are generally more stable, lower in viscosity and sometimes supplied at higher pigment loading. However, the drawbacks of using slurries include the possibilities of excessive foaming, especially in waterborne systems, as well as significant reduction in water, and chemical and corrosion resistance due to the presence of low-MW, hydrophilic additives in the dry coating films.
In comparison, the use of pigment tints made by grinding resins can provide an excellent balance between manufacturing flexibility and maintaining final coating properties. In general, grinding resins have significantly higher MW and lower hydrophilicity than the typical polymeric dispersants. As a result, the final resistance properties are generally less affected by their presence in the coating films. However, grinding resins are mostly less efficient than pigment dispersants in making highly concentrated pigment tints, as evidenced by the typical higher viscosities and lower pigment concentrations of tints made by grinding resins.

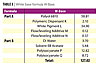
Grinding Resin 6529 was evaluated and benchmarked against Dispersant D, which is a non-OH-functional polymeric type pigment wetting and dispersing agent. All pigment tints made in this study were letdown in formulas based on a waterborne OH-functional acrylic binder, Polyol 6810. Table 1 shows the characteristics of these three materials.
Four different dry pigments commonly used for high-end applications were chosen for this study.
1. Red W is a quinacridone-based organic red pigment (Pigment Violet 19).
2. Blue X is a copper phthalocyanine-type organic blue pigment (Pigment Blue 15:2).
3. Black Y is a medium jet, gas carbon black pigment with average primary particle size of 25 nm.
4. White Z is a rutile titanium dioxide pigment with surface treatment of alumina, silica and zirconium dioxide.
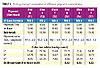
 Four
different pigment tints formulas, T1 to T4, were made by using Dispersant D,
while four other tints, T5 to T8, were based on Resin 6529 according to formulas
shown in Table 2.
Four
different pigment tints formulas, T1 to T4, were made by using Dispersant D,
while four other tints, T5 to T8, were based on Resin 6529 according to formulas
shown in Table 2.
 All
pigments were ground for at least an hour by a bead mill, and all pigment tints
achieved fineness of grind readings of 2.5 µm or better at the end of grinding.
The tinting strength of all non-white pigment concentrates was evaluated using
a white-base formula W-Base (Table 3), which was based on Polyol
6810.
All
pigments were ground for at least an hour by a bead mill, and all pigment tints
achieved fineness of grind readings of 2.5 µm or better at the end of grinding.
The tinting strength of all non-white pigment concentrates was evaluated using
a white-base formula W-Base (Table 3), which was based on Polyol
6810.
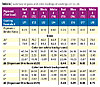
 Small amounts of each non-white pigment tint were
mixed with formula W-Base and the color of cured film was then checked and
compared. Besides tinting strength, pigment tints T1 to T8 were also evaluated
in letdowns with a 2K waterborne acylic/isocyanate system based on Polyol 6810,
forming single-pigmented coating formulas L11 to L18 (Table 4). Note that the
amounts of isocyanate used were adjusted slightly higher for L15 to L17 to
compensate overall slightly higher OH functionalities.
Small amounts of each non-white pigment tint were
mixed with formula W-Base and the color of cured film was then checked and
compared. Besides tinting strength, pigment tints T1 to T8 were also evaluated
in letdowns with a 2K waterborne acylic/isocyanate system based on Polyol 6810,
forming single-pigmented coating formulas L11 to L18 (Table 4). Note that the
amounts of isocyanate used were adjusted slightly higher for L15 to L17 to
compensate overall slightly higher OH functionalities.
Drawdown Preparation
All drawdowns were made by using a drawdown applicator with a 120 micron (µm) gap, producing dry film thickness of ~30-35 µm. All drawdowns were dried at room temperature for 1 day, and then cured at 80 °C for 30 minutes before testing.
Drawdowns were made on the following substrates:
Gloss and Color Measurement
Gloss was measured at 20° and 60° angles by a hand-held gloss meter (BYK-Gardner brand, Micro Tri Gloss). Color was measured by a hand-held colorimeter (BYK-Gardner brand, model Spectro-Guide Sphere Gloss) using CIE 1976 L* a* b* (CIELAB) scale; D65 was used as the light source and color was observed at 10° angle.
Humidity, Water and Salt Spray Resistance Tests
Humidity resistance testing was done according to DIN EN ISO 6270-2, using a Cleveland condensing type humidity cabinet, with temperature set at 40 °C. Water immersion testing was done by immersing the coated panels in tap water at room temperature (~23 °C). At each evaluation interval, panels were removed from the water, wiped dry, rated immediately and then returned back to water immersion. Salt spray resistance was done according to DIN EN ISO 9229, with the exception that the coated panels were not scribed.
Panel appearance was evaluated and the degree of blistering was rated according to EN ISO 4628-2:
(i) An “amount of blisters” rating of “0” is the best rating and represents no blistering; while a rating of “5” represents the worst rating.
(ii) A “blister size” rating of “0” is the best rating and represents no blister was observed even under 10X magnification, while a size rating of “5” represents the worst rating and blister size of 5 mm or more.
Hardness and Solvent Resistance
Pendulum (König) hardness was measured according to DIN EN ISO 1522 using a pendulum hardness tester (BYK-Gardner brand, model PH 5854).
Acetone and methyl isobutyl ketone (MIBK) solvent resistance (double rub) was done according to ASTM D 4752, with the exception that MEK was not used. The minimum number of double rubs needed to impart visible surface damage such as marring was recorded.<
However, Resin 6529 also showed some of the minor shortcomings typically associated with grinding resins in the making of highly loaded pigment tints. For example, at equal pigment loading, pigment tints made by Resin 6529 (T5 to T8) showed higher viscosities than their counterparts made by Dispersant D (T1 to T4). The use of glycol ether solvent might be needed to reduce tint viscosities (e.g., Formula T6). Moreover, Resin 6529 requires the use of low levels of Dispersant D (or similar pigment wetting additives) to improve the wetting of pigments with low surface energies (e.g., T5 to T7).
 Gloss
and Color Measurement
Gloss
and Color Measurement
Tint Color Evaluation
Testing formulas (WB-1 to WB-3 and WB-5 to WB-7) were prepared by mixing 0.5 parts of each of the six non-white pigment tints with 15 parts of the white base formula, W-Base. Drawdowns of these formulas were evaluated (Table 5). Resin 6529-based formulas, WB-5 and WB-6 showed similar colors (ΔE < 1.0) when compared to their counterparts WB-1 and WB-2, which are based on Dispersant D. However, WB-7 showed a slightly higher L* value than WB-3 (ΔL* = +1.26), indicating black tint T7 was slightly less efficient than T3.
 Gloss and Mass Tone Color
Evaluation
Gloss and Mass Tone Color
Evaluation
When comparing coatings tinted with the same pigments (e.g., L11 vs L15; L12 vs L16, etc), there was no significant difference in color (ΔE < 1) observed between coatings based on Resin 6529 and Dispersant D on either white or black background. This indicated that Resin 6529-based tints were capable of providing similar color strength, when used in single-pigmented coatings, as those made by Dispersant D (Table 6).
On the other hand, polymeric pigment dispersants are generally regarded as almost universally compatible to many backbone coating binders and are very good in providing stabilization against pigment flocculation. Since both good compatibility and the lack of flocculation are thought to be key to high gloss, it was somewhat surprising that the gloss levels, especially those measured at 20°, of coatings L11 to L14 (Dispersant D) were significantly lower than those of coatings L15 to L18 (Resin 6529) as shown in Table 6.
The underlying causes of this observation are still being investigated. One of the possibilities is that pigments in tints made by Dispersant D (T1 to T4) suffered a small degree of flocculation during letdown, leading to the relatively lower gloss levels of L11 to L14. Because the MW of Resin 6529 is much higher than that of Dispersant D, Resin 6529 provides better pigment stabilization by means of steric hindrance against pigment flocculation after letdown. The absence of any significant pigment flocculation of L15 to L18 could explain their higher gloss levels.
It is also possible that because of the similarity in terms of polymer backbone structure, polarity and molecular weight of Resin 6529 and Polyol 6810, Resin 6529 had better compatibility to Polyol 6810 than Dispersant D, resulting in higher gloss levels shown by Resin 6529-based coatings. Lastly, coatings based on Resin 6529 might have better flow and leveling properties, so gloss was improved as a result. Additional work is needed to investigate further.
 Humidity, Water and Salt Spray Resistance Tests
Humidity, Water and Salt Spray Resistance Tests
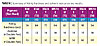
A summary of coating appearance (blistering) ratings after humidity chamber exposure, water immersion and salt spray exposure is given in Table 7.
In general, Resin 6529-based coatings (L15 to L18) had better humidity, water and salt spray resistance, as indicated by their better blistering resistance, than their Dispersant D-based counterparts (L11 to L14). For example, coatings L11 to L14 showed signs of blistering after only one hour of humidity chamber exposure, while coatings L15 to L18 remained blister-free. Another example: L11 (red) showed a much higher amount of blistering than its counterpart, L15, after 48 hrs of water immersion. Note that the 2K system being evaluated was not designed for direct-to-metal (DTM) applications, and superior corrosion resistance results suitable for demanding industrial maintenance applications could not be obtained without the use of a high-grade metal primer.
 Hardness and Solvent Resistance
Hardness and Solvent Resistance
A summary of pendulum (König) hardness and solvent double-rub test results is given in Table 8.
Coatings based on Dispersant D showed lower hardness across the board when compared to their corresponding counterparts based on Resin 6529. Once again, Resin 6529 provided improved properties to the cured films, probably as a result of the crosslinking between Resin 6529 and the coating network formed between the binder and the isocyanate.
It was interesting to note that L11 and L13 contained the highest levels of Dispersant D in their formulas (vs. L12 and L14), and their films had the lowest pendulum hardness readings.
Better acetone and MIBK double-rub results on Resin 6529-based coatings also indicated better crosslinking density, as a result of Resin 6529 crosslinking with the 3D polymer networks of the cured films. Note that the double-rub numbers in Table 8 indicated the minimum number of rubs needed to cause visible damage in film surface appearance (mar, loss of gloss, etc.).
This paper was presented at the American Coatings Conference, 2008, Charlotte, NC.
Coatings generally provide two basic functions: protecting the substrate and improving the aesthetic aspects of the substrate. Many organic and inorganic pigments are used in liquid coatings to provide proper hiding of the substrate surface and to achieve the desired color and appearance. There are two commonly used ways of incorporating insoluble dry pigments in liquid coatings, namely, direct pigment grinding and the use of pigment concentrates (tints).1
Direct grinding involves wetting and dispersing the dry pigments directly in the liquid coating resin binder, whose molecules will then function as stabilizing agents after forming a protective layer over the de-agglomerated primary pigment particles. For waterborne systems, it is sometimes necessary to use pigment wetting agents to facilitate the wetting of pigments with low surface energies.2
There are several advantages of this method, including no or low-usage of pigment wetting and dispersing additives or grinding resins, both of which can pose potential compatibility problems and reduction in film properties. However, direct grinding also has a few disadvantages. For example, direct grinding can be time consuming and uneconomical when making small batches of multiple colors of the same coating. Color adjustment during production could also be difficult. In addition, direct grinding is not possible for binders that are either not shear stable, or when the molecular weight (MW) and pigment-affinity functionality of the binder are too low to provide adequate protection against flocculation.
On the other hand, pigment tints are widely used as alternatives to direct grinding. Individual dry pigments are pre-dispersed at high concentrations in liquid media, and the primary pigment particles are stabilized by either pigment dispersants or pigment grinding resins. Pigment tints are usually pre-standardized, and are readily available for quick color adjustments.
To make resin-free pigment tints (slurries), high levels of pigment wetting and dispersing additives are used. Compared to the tints made by grinding resins, slurries are generally more stable, lower in viscosity and sometimes supplied at higher pigment loading. However, the drawbacks of using slurries include the possibilities of excessive foaming, especially in waterborne systems, as well as significant reduction in water, and chemical and corrosion resistance due to the presence of low-MW, hydrophilic additives in the dry coating films.
In comparison, the use of pigment tints made by grinding resins can provide an excellent balance between manufacturing flexibility and maintaining final coating properties. In general, grinding resins have significantly higher MW and lower hydrophilicity than the typical polymeric dispersants. As a result, the final resistance properties are generally less affected by their presence in the coating films. However, grinding resins are mostly less efficient than pigment dispersants in making highly concentrated pigment tints, as evidenced by the typical higher viscosities and lower pigment concentrations of tints made by grinding resins.
Novel Waterborne Grinding Resin
A novel waterborne pigment grinding resin, Resin 6529, was developed in an attempt to achieve the dual goals of making a grinding resin that can (i) provide pigment grinding capability approaching that of a typical polymeric pigment dispersing additive, and (ii) improve the resistance properties of high-grade pigmented coatings, which are currently using slurry technology to incorporate pigments. Resin 6529 was especially designed for 2K isocyanate-cured and 1K amino-cured waterborne systems. Based on acrylic-polyester hybrid technology, this resin was thought to have excellent compatibility with the typical acrylic and polyester polyols used in high-end waterborne systems. To minimize any potential negative impact to the final resistance properties of the coatings, crosslinkable functionalities such as hydroxyl groups (OH) were incorporated in this resin, thereby making its molecules part of the crosslinked network of a properly cured coating film.Experimental
Material and FormulationGrinding Resin 6529 was evaluated and benchmarked against Dispersant D, which is a non-OH-functional polymeric type pigment wetting and dispersing agent. All pigment tints made in this study were letdown in formulas based on a waterborne OH-functional acrylic binder, Polyol 6810. Table 1 shows the characteristics of these three materials.
Four different dry pigments commonly used for high-end applications were chosen for this study.
1. Red W is a quinacridone-based organic red pigment (Pigment Violet 19).
2. Blue X is a copper phthalocyanine-type organic blue pigment (Pigment Blue 15:2).
3. Black Y is a medium jet, gas carbon black pigment with average primary particle size of 25 nm.
4. White Z is a rutile titanium dioxide pigment with surface treatment of alumina, silica and zirconium dioxide.
Drawdown Preparation
All drawdowns were made by using a drawdown applicator with a 120 micron (µm) gap, producing dry film thickness of ~30-35 µm. All drawdowns were dried at room temperature for 1 day, and then cured at 80 °C for 30 minutes before testing.
Drawdowns were made on the following substrates:
- drawdown cards (surface coated, with black and white background) for color and tinting strength evaluation;
- untreated steel panels (Gardobond OC type, Chemetall brand) for water, humidity and salt spray resistance tests; and
- glass panels for gloss, hardness, acetone and methyl isobutyl ketone (MIBK) solvent resistance tests.
Gloss and Color Measurement
Gloss was measured at 20° and 60° angles by a hand-held gloss meter (BYK-Gardner brand, Micro Tri Gloss). Color was measured by a hand-held colorimeter (BYK-Gardner brand, model Spectro-Guide Sphere Gloss) using CIE 1976 L* a* b* (CIELAB) scale; D65 was used as the light source and color was observed at 10° angle.
Humidity, Water and Salt Spray Resistance Tests
Humidity resistance testing was done according to DIN EN ISO 6270-2, using a Cleveland condensing type humidity cabinet, with temperature set at 40 °C. Water immersion testing was done by immersing the coated panels in tap water at room temperature (~23 °C). At each evaluation interval, panels were removed from the water, wiped dry, rated immediately and then returned back to water immersion. Salt spray resistance was done according to DIN EN ISO 9229, with the exception that the coated panels were not scribed.
Panel appearance was evaluated and the degree of blistering was rated according to EN ISO 4628-2:
(i) An “amount of blisters” rating of “0” is the best rating and represents no blistering; while a rating of “5” represents the worst rating.
(ii) A “blister size” rating of “0” is the best rating and represents no blister was observed even under 10X magnification, while a size rating of “5” represents the worst rating and blister size of 5 mm or more.
Hardness and Solvent Resistance
Pendulum (König) hardness was measured according to DIN EN ISO 1522 using a pendulum hardness tester (BYK-Gardner brand, model PH 5854).
Acetone and methyl isobutyl ketone (MIBK) solvent resistance (double rub) was done according to ASTM D 4752, with the exception that MEK was not used. The minimum number of double rubs needed to impart visible surface damage such as marring was recorded.<
Results and Discussion
Much higher in molecular weight and specially modified by design, Resin 6529 is supplied at a lower solid level but higher in viscosity when compared to Dispersant D. In general, Resin 6529 was effective in making pigment tints with high pigment loadings even for hard-to-disperse quin-acridone-based organic red and phthalo blue pigments.However, Resin 6529 also showed some of the minor shortcomings typically associated with grinding resins in the making of highly loaded pigment tints. For example, at equal pigment loading, pigment tints made by Resin 6529 (T5 to T8) showed higher viscosities than their counterparts made by Dispersant D (T1 to T4). The use of glycol ether solvent might be needed to reduce tint viscosities (e.g., Formula T6). Moreover, Resin 6529 requires the use of low levels of Dispersant D (or similar pigment wetting additives) to improve the wetting of pigments with low surface energies (e.g., T5 to T7).
Tint Color Evaluation
Testing formulas (WB-1 to WB-3 and WB-5 to WB-7) were prepared by mixing 0.5 parts of each of the six non-white pigment tints with 15 parts of the white base formula, W-Base. Drawdowns of these formulas were evaluated (Table 5). Resin 6529-based formulas, WB-5 and WB-6 showed similar colors (ΔE < 1.0) when compared to their counterparts WB-1 and WB-2, which are based on Dispersant D. However, WB-7 showed a slightly higher L* value than WB-3 (ΔL* = +1.26), indicating black tint T7 was slightly less efficient than T3.
When comparing coatings tinted with the same pigments (e.g., L11 vs L15; L12 vs L16, etc), there was no significant difference in color (ΔE < 1) observed between coatings based on Resin 6529 and Dispersant D on either white or black background. This indicated that Resin 6529-based tints were capable of providing similar color strength, when used in single-pigmented coatings, as those made by Dispersant D (Table 6).
On the other hand, polymeric pigment dispersants are generally regarded as almost universally compatible to many backbone coating binders and are very good in providing stabilization against pigment flocculation. Since both good compatibility and the lack of flocculation are thought to be key to high gloss, it was somewhat surprising that the gloss levels, especially those measured at 20°, of coatings L11 to L14 (Dispersant D) were significantly lower than those of coatings L15 to L18 (Resin 6529) as shown in Table 6.
The underlying causes of this observation are still being investigated. One of the possibilities is that pigments in tints made by Dispersant D (T1 to T4) suffered a small degree of flocculation during letdown, leading to the relatively lower gloss levels of L11 to L14. Because the MW of Resin 6529 is much higher than that of Dispersant D, Resin 6529 provides better pigment stabilization by means of steric hindrance against pigment flocculation after letdown. The absence of any significant pigment flocculation of L15 to L18 could explain their higher gloss levels.
It is also possible that because of the similarity in terms of polymer backbone structure, polarity and molecular weight of Resin 6529 and Polyol 6810, Resin 6529 had better compatibility to Polyol 6810 than Dispersant D, resulting in higher gloss levels shown by Resin 6529-based coatings. Lastly, coatings based on Resin 6529 might have better flow and leveling properties, so gloss was improved as a result. Additional work is needed to investigate further.
A summary of coating appearance (blistering) ratings after humidity chamber exposure, water immersion and salt spray exposure is given in Table 7.
In general, Resin 6529-based coatings (L15 to L18) had better humidity, water and salt spray resistance, as indicated by their better blistering resistance, than their Dispersant D-based counterparts (L11 to L14). For example, coatings L11 to L14 showed signs of blistering after only one hour of humidity chamber exposure, while coatings L15 to L18 remained blister-free. Another example: L11 (red) showed a much higher amount of blistering than its counterpart, L15, after 48 hrs of water immersion. Note that the 2K system being evaluated was not designed for direct-to-metal (DTM) applications, and superior corrosion resistance results suitable for demanding industrial maintenance applications could not be obtained without the use of a high-grade metal primer.
A summary of pendulum (König) hardness and solvent double-rub test results is given in Table 8.
Coatings based on Dispersant D showed lower hardness across the board when compared to their corresponding counterparts based on Resin 6529. Once again, Resin 6529 provided improved properties to the cured films, probably as a result of the crosslinking between Resin 6529 and the coating network formed between the binder and the isocyanate.
It was interesting to note that L11 and L13 contained the highest levels of Dispersant D in their formulas (vs. L12 and L14), and their films had the lowest pendulum hardness readings.
Better acetone and MIBK double-rub results on Resin 6529-based coatings also indicated better crosslinking density, as a result of Resin 6529 crosslinking with the 3D polymer networks of the cured films. Note that the double-rub numbers in Table 8 indicated the minimum number of rubs needed to cause visible damage in film surface appearance (mar, loss of gloss, etc.).
Conclusion
In this study, a newly developed pigment grind resin, Resin 6529, was effective in the preparation of various pigment tints. Resin 6529 possessed pigment grinding and stabilization capabilities very close to that of a polymeric pigment wetting and dispersing additive. In addition, when pigment tints based on Resin 6529 were used to replace pigment slurries in a 2K isocyanate-cured coating system, a number of key performance properties were improved. These improvements include gloss, film hardness, water and humidity resistance, as well as solvent resistance. In summary, grinding Resin 6529 could be used successfully in preparing pigment tints to improve existing slurry-based 2K coating systems.Future Work
Additional R&D work and application testing is ongoing. For instance, additional corrosion resistance testing is planned on Formulas L11 to L18, which will be used as topcoats on metal panels primed with a high-grade metal primer in order to better simulate real-life applications. In addition, the use of Resin 6529-based tints in 1K amino-cured baking system will be evaluated.Acknowledgements
The authors want to express special appreciation to our Additive Technical Service Lab colleagues, Mr. Thomas Schönbacher and his team based in Graz Austria, for their contribution in performing all the testing necessary for this study. We also want to thank the entire Global Additive Team for their support in the development of this new grind resin.This paper was presented at the American Coatings Conference, 2008, Charlotte, NC.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



