Innovation Drives Compact Paint Process for Waterborne Automotive OEM Coatings
 Credit: PPG Industries Credit: PPG Industries
|
| Figure 1 Click to enlarge |
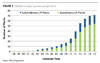
New compact process technologies – such as the B1:B2 compact process from PPG Industries – that are water-based and improve productivity are being rapidly adopted by global OEMs.
Interest in condensing, or compacting, the automotive paint process is growing globally. The key driver for the trend is that it allows the automobile manufacturers to reduce and lean their processing footprints and increase their processing efficiency. Compact process footprints lower manufacturing costs, lower energy consumption and lower environmental emissions.
Inherent in the attainment of these benefits is the requirement that the automotive manufacturers, equipment suppliers and paint suppliers all work together to enable the automotive manufacturer to implement the necessary layout, process control and paint formulation to be successful.
In addition to compact process layouts, another global trend within the automotive coating business is the transition from solvent-based topcoat systems to water-based topcoat systems. In North America and Europe, many OEMs have already converted their assembly plants to water-based primers and basecoat layers in order to lower VOC emissions.
This trend is now expanding to Asia, especially in China, where OEMs are moving forward with water-based primer and basecoat systems.
 Credit: PPG Industries Credit: PPG Industries |
| Figure 2 Click to enlarge |
Driven by the combination of these two increasing and global trends, OEMs and paint suppliers have increased cooperation and strategic relationships to develop new painting processes. Numerous water-based compact processes have been retrofitted into existing facilities, as well as designed into new manufacturing plants around the world (Figure 1).
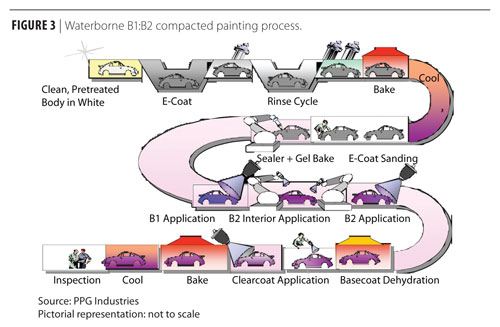
The B1 and B2 layers are applied wet-on-wet, and afterwards the vehicle then continues through the process as it would in a traditional process layout (Figure 3). Automated equipment is recommended for the application of both the B1 and B2 layers, due to the need for application consistency within the painting of one vehicle, as well as the need for consistent application from one vehicle to the next.
 Credit: PPG Industries Credit: PPG Industries |
| Figure 3 Click to enlarge |
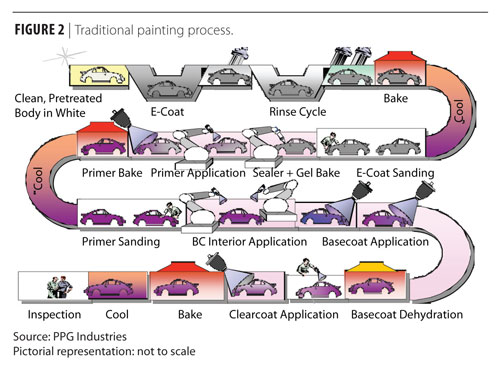
The placement of the painting of the interior door checks, engine compartment and trunk (interior spray) with a basecoat is also a consideration when designing a compacted process. In a traditional process, this application is completed between the primer and basecoat layers. Similarly, in a compacted process design, this operation should occur between the B1 and B2 layers. Positioning the interior spray application between the B1 and B2 application allows for efficient use for the topcoat booth space and the elimination of overspray concerns. If the interior spray occurs after the B1 application, this allows time for the B1 layer to air flash before the application of the B2 layer.
Color-keyed (gray, white, red, charcoal) B1s can be used in this compacted process. Although not recommended, the B1:B2 technology has been utilized with compacted processes where the interior spraying has occurred prior to the B1 application. In some instances the existing topcoat booth could not be retrofitted. In these situations, color-specific B1s were used in the compacted process. The B1s were shaded to match the B2 basecoats to avoid any overspray color issues.
The primary directive for PPG researchers is to preserve the key characteristics of the entire layering system and make a conversion to a compacted system invisible to the end consumer. Understanding the science behind the key design attributes (field performance, layer synergy, environmental compliance and appearance) is critical to the success of the B1:B2 technology development.
PPG’s B1 layers are developed to have primer-type properties (like filling and chip resistance), as well as provide adequate light opacity to the system to provide delamination protection and field performance.
The B2 layers are developed to provide the final color shade and also add additional light opacity. The B1 and B2 layers protect the electrocoat layer, which is the corrosion barrier for the vehicle, from the damaging wavelengths of light that may penetrate the topcoat system. Film build ranges for the B1 and B2 layers are established during the development process, and it is very important that these ranges are capable and maintained within the compacted process application. This is critical to prevent damaging wavelengths from penetrating to the electrocoat layer, which can lead to delamination of coating layers.
In 2004, the first generation of PPG’s waterborne B1:B2 was successfully launched in Europe. In January 2010, the second generation of B1:B2 waterborne paint technology was successfully launched in the United States at the BMW assembly plant in Spartanburg, SC and is still currently in production. This marks the first use of a waterborne compact process in a U.S. automotive manufacturing plant.
As the global expansions of compacted processes are forecasted, PPG is positioning the water-based B1:B2 technology as a solution for automotive manufacturers worldwide. PPG continues to support the expansion with technology and experience from Europe and North America and with waterborne paint manufacturing capabilities within Asia.
Water-based B1:B2 technology allows manufacturers to reduce the footprint of a paint shop, reduce energy consumption, lower environmental emissions and increase overall process efficiency.
For more information, visit www.ppg.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







{kind=link}
{kind=link}
{kind=link}