Through Thick and Thin

In today's ever-increasing competitive world markets, material cost is constantly scrutinized as an area where costs can be reduced while still maintaining a quality standard. Target coating thickness requirements are evaluated and established to minimize the amount of coating required to accomplish the company's objectives with the coating, be it for decorative purposes, aesthetics, or to change the physical properties of the surface of a component - or for simply corrosion prevention.
Establishing target coating thickness requirements also requires measuring coated components to evaluate if the objectives are being met. The situation that often arises is that the testing activity becomes something new to the company's operations. As odd as this sounds, it is true. It is not something that most companies openly admit, but there are plenty of companies that are just introducing coating thickness testing for the first time to their operations.

This happens because today's thickness gauge manufacturers have worked hard to simplify these devices. Along with technology and other economies of scale, they have been able to accomplish this.
As a result, however, the whole discipline of coating thickness testing has been undervalued. While the devices used to measure a coating thickness have been simplified, the factors that affect an accurate coating thickness measurement have not. All too often, these factors are ignored or are just not known to the novice and consequently often can yield erroneous results.
For example, simple things like gauge calibration and performance verification and how and when to carry out these functions are often misunderstood or seldom investigated.
As a society, we have been groomed into a "plug-and-play mode," just turn it on and go. This is where the problems come into the picture because coating thickness testing for the most part is everything but plug and play.
Today's coating thickness testing gauges are far more advanced and sensitive than those from "back in the day." And that's good. However along with that there are conditions that if met will provide a highly reliable thickness value and if ignored can yield erroneous information. Zero calibration is what I'm referring to here. The purpose of a "Zero" calibration is to register the substrates metallurgical properties and surface geometry into the device to serve as a zero value or the value void of any coating.
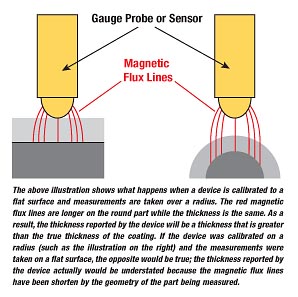
This calibration is only valid as long as none of the factors change. For the sake of argument, let's assume the calibration was performed on a flat steel specimen and the components that are measured have a radius. The expected outcome is that the readings obtained will actually be much thicker than the true coating thickness that exists on the component. If the decision is to accept the values and reduce the amount of coating applied, the net result could be that the actual coating thickness will be less than the target thickness required.
Another factor that can affect the accuracy of a coating thickness measurement surrounds calibration and measurement as well. Temperature at the point of measurement is a factor all too often discounted. The way this typically plays out is that the need to know the thickness is critical, the sooner this information can be obtained the faster corrective action can be taken to correct for any out tolerance conditions that may arise. Typically, this means catching the part immediately after the curing oven. If the calibration was conducted on a specimen at ambient temperature, though, and the measurements are taken at an extremely high variation in temperature, the measurement obtained may not accurately represent the true thickness of the coating at ambient temperature. This can be especially true with alloys.
To address this, you simply calibrate at a similar temperature as the temperature of the component at the point of measurement, provided the specifications of the device allow measurements at that temperature range. There you would have to consult with the manufacturer of the device.
These are just two examples of the many conditions that can affect coating thickness measurements and yield erroneous results. Other factors can include the presence of surface roughness of the substrate, textured finish of the coating, surface area at the point of measurement, the coating itself, the homogeneousness of an alloy, and the list goes on. The point is that while today's gauges have been simplified, there are conditions one needs to be aware of.
So what's the fix or patch? There are many resources and forums available today, and many are very specific on some applications while some remain general in nature while still providing specific fundamental information to help in your decision-making process. And of course there are the gauge manufacturers themselves.
One such resource is ASTM, the American Society for Test and Measurements. This is an organization that houses specifications, methods and guides for a range of industries, including coating-related topics. Specifically, D1400 and D1186 are older specifications that are currently under a major revision, soon to become a Guide.
The intent is to establish and define a vocabulary commonly used by this industry and provide a guide to the basic fundamentals of coating thickness testing. The objective is to establish a knowledge base and foundation from which specific applications can be evaluated and a procedure can be established that is specific and appropriate to one's applications at hand.
Alternatively, there are many associations that exist today that support specific types of applications and offer training sessions and documents that go into great detail about common (and not-so-common) factors surrounding a particular application.
While you may think your application is unique, chances are good that someone has touched on it in some form or fashion and is willing to share their findings. All it requires is a little legwork and dedication. And with the Internet, today the task today is greatly simplified.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





