Hanging System Design: Not Just Hanging Around
Designing an efficient hanging system for an application is one of the most important tasks associated with coating a product, yet it often is given only secondary consideration. Concepts such as designing for the product and production quantities, maximizing the quantity of product within the working window, presenting parts to the coating equipment so they receive the maximum uniform coverage, and making efficient use of the available floor space might seem at first glance to be intuitive. However, in practice, many of these basic strategies are often overlooked.

Designing an efficient hanging system for an application is one of the most important tasks associated with coating a product, yet it often is given only secondary consideration. Organizing the factors necessary to maximize output and productivity is essential. Concepts such as designing for the product and production quantities, maximizing the quantity of product within the working window, presenting parts to the coating equipment so they receive the maximum uniform coverage, and making efficient use of the available floor space might seem at first glance to be intuitive. However, in practice, many of these basic strategies are often overlooked.

Typically smaller, larger-volume products are placed on a multitiered rack with densely spaced product holders or hooks. Long or thin parts with lengths that vary or that are longer than the vertical drop on the conveyor usually are handled by horizontal rack designs. If you are hanging large, heavy parts, you might need to use single hook designs and perhaps even lifting chains.
Other factors include balancing the ease of loading and unloading parts with secure hanging. Smaller and lighter parts that tend to fall off during the cleaning stage or elsewhere in the coating system need to be hung securely, thus increasing the labor time needed to hang the product. Larger, heavier parts also typically require additional loading and unloading time.
Nothing in hanging works like experience, but the “one-size fits all” approach to hanging should never be employed.
To determine the optimum working window, you need to determine the following:
To minimize the effects of Faraday cage and robbing, it is important to hang parts in a way that ensures the most efficient coating coverage possible. Drainage issues also should be taken into account in this process. The product must be hung so that cleaning or washing fluid is drained back into the recovery tanks properly or, in the case of e-coating, so that excess coating material is drained back into the tank from which it was removed.

Floor space is also important in another way: Limited dedicated hanging space likely will affect output because it will limit the amount of personnel that can be allocated to hang product. In this instance, more output might be achieved by incorporating off-line racking and then transferring the completed rack on-line.
It is essential to use reasonable ergonomics when developing your hanging techniques. Products, techniques or layouts that make it difficult for the hanging personnel to do their job means that productivity will be compromised.
Another important factor is having the full cooperation of the personnel responsible for operating the coating system. Unless your coating line is fully automated and you have only robots, a complete buy-in to the process is critical to success. You might discover a much more efficient way to hang and coat a product, but if you do not have the cooperation of your hanging and coating personnel, the efficiencies will never be realized.
In any case, an important factor in designing the proper hanging method is having a complete understanding of the constraints of your plant and personnel.
Hooks and racks typically are manufactured in either carbon steel or stainless steel materials. Stainless steel constructed racks generally will last longer than carbon steel racks, especially if they are cleaned thermally or by “burn-off.” Thermal stripping exposes the rack or hanger to temperatures between 800 and 1000°F (427 and 538°C). At these temperatures, stainless steel compositions remain relatively stable. Conversely, the carbon within carbon steel begins to break down at such high temperatures. The amount of break down and reduction of carbon content will be determined by the frequency and temperature of the thermal cleaning process and the time required. The more carbon that is burned out, the softer the steel and, consequently, the more likely the rack or hooks will bend, distort or break. Coating quality and production output likely will be reduced, and the rack or hanger will need to be repaired or replaced more often.
Modular racking systems are designed to be reconfigured to coat a variety of parts efficiently. Many modular racks have removable crossbars and product holders, which allow for flexibility in hanging several sizes and styles of products.
Dedicated racking is typically best for high volumes of similarly sized and similarly hung parts, where you can use one or a few racks to handle the greatest percentage of coated product. Modular racking should be considered when coating small to medium volumes of parts with varying sizes and geometry. However, the decision of whether to use dedicated or modular racking in your coating operations also depends on many of the other design factors, including the quantity of parts that will be run, the frequency that the parts will be run, plant floor space, working window/density and budget.
Making careful analysis of rack design a main priority can help you maximize part density and, correspondingly, profitability.
For more information about rack design, visit www.mightyhook.com.
*The Corner Clear Beam and Angle Pivot are trademarked and patented products produced by AP Conveyor Corp., Toledo, OH, under license with Mighty Hook, Inc.
Designing an efficient hanging system for an application is one of the most important tasks associated with coating a product, yet it often is given only secondary consideration. Organizing the factors necessary to maximize output and productivity is essential. Concepts such as designing for the product and production quantities, maximizing the quantity of product within the working window, presenting parts to the coating equipment so they receive the maximum uniform coverage, and making efficient use of the available floor space might seem at first glance to be intuitive. However, in practice, many of these basic strategies are often overlooked.
Modular racking systems are designed to be reconfigured to coat a variety of parts efficiently.
Product and Production Quantities
First, make sure you have developed a complete understanding of the types of product you are or will be coating. Only then will you fully know what type of hanging product will offer the most benefits. There are no rules in hanging, and there is no one solution that fits all applications. Hanging is an aspect of the coating system that has to be learned firsthand, especially for a job-shop coating operation.Typically smaller, larger-volume products are placed on a multitiered rack with densely spaced product holders or hooks. Long or thin parts with lengths that vary or that are longer than the vertical drop on the conveyor usually are handled by horizontal rack designs. If you are hanging large, heavy parts, you might need to use single hook designs and perhaps even lifting chains.
Other factors include balancing the ease of loading and unloading parts with secure hanging. Smaller and lighter parts that tend to fall off during the cleaning stage or elsewhere in the coating system need to be hung securely, thus increasing the labor time needed to hang the product. Larger, heavier parts also typically require additional loading and unloading time.
Nothing in hanging works like experience, but the “one-size fits all” approach to hanging should never be employed.
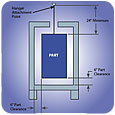
Figure 1. The “optimum working window” takes into account the distance between the racks/hangers, between the part and the system window, and between the part and spray booth/tank.
Working Window
The working window in a coating operation is the area in which parts are hung individually or collectively in order to be processed efficiently through the coating system. The working window concept has a direct correlation to line density and transfer efficiency. By maximizing the quantity of product within the working window - in other words, creating maximum density - you will achieve maximum transfer efficiency.To determine the optimum working window, you need to determine the following:
- The distance between your rack/hanger where it will not touch the next rack/hanger on the monorail line at any time while traveling through the system
- The distance between the top and bottom of the window where the rack will not contact or “bump” into anything on the conveyor line, such as the powder booth or oven washer.
- The top and bottom distance in the spray booth or tank where parts will receive complete and efficient coverage.
Part Presentation
This step is critical to coating quality. Parts should always be presented to the coating equipment where they will receive the maximum uniform coverage. The concepts of “Faraday cage effect” and “robbing” are important. Faraday cage is the condition that inhibits the electrostatic attraction of powder particles on a substrate in a localized area due to the part’s geometric configuration. This condition typically occurs when coating products with cavities or recessed areas. Robbing, a process in which powder is effectively redirected due to another grounding source, typically occurs if parts are hung too close to each other or too close to a hanger frame.To minimize the effects of Faraday cage and robbing, it is important to hang parts in a way that ensures the most efficient coating coverage possible. Drainage issues also should be taken into account in this process. The product must be hung so that cleaning or washing fluid is drained back into the recovery tanks properly or, in the case of e-coating, so that excess coating material is drained back into the tank from which it was removed.
Reasonable ergonomics should be used when developing hanging techniques.
Plant Layout and Personnel
Designing a rack for every part that is processed might be great for productivity, but storage space costs money. The efficient use of floor space is integral to maximizing profitability. A crucial feature of rack/hanger design is determining how much plant floor space you can dedicate to your racks and hangers. If floor space for rack storage is limited, as is often the case, using modular racks typically will allow for many configuration options and, correspondingly, will reduce the amount of dedicated racking systems that may be needed.Floor space is also important in another way: Limited dedicated hanging space likely will affect output because it will limit the amount of personnel that can be allocated to hang product. In this instance, more output might be achieved by incorporating off-line racking and then transferring the completed rack on-line.
It is essential to use reasonable ergonomics when developing your hanging techniques. Products, techniques or layouts that make it difficult for the hanging personnel to do their job means that productivity will be compromised.
Another important factor is having the full cooperation of the personnel responsible for operating the coating system. Unless your coating line is fully automated and you have only robots, a complete buy-in to the process is critical to success. You might discover a much more efficient way to hang and coat a product, but if you do not have the cooperation of your hanging and coating personnel, the efficiencies will never be realized.
In any case, an important factor in designing the proper hanging method is having a complete understanding of the constraints of your plant and personnel.
Conveyor Inclines, Declines, Turns and Attachments
Knowing how to get the most out of your conveyance system is also critical in achieving maximum density and proper rack design. Tight turns and steep inclines and declines will impact how products are hung and, consequently, how many parts you can hang. In essence, the conveyor layout might limit your ability to achieve maximum density. However, the limitations of conveyor constraints often can be overcome by using load bars, rack or hook rotation devices, Corner Clear Beams™ or Angle Pivot™ tooling.* For example, if you have a monorail system that has inclines and declines of 45 degrees or greater, the minimum pitch between racks would have to be 1.5 times the rack width, which significantly affects output and density. However, with devices such as an Angle-Pivot system, racks will automatically articulate to up to 70 degrees from the vertical axis, which allows the racks to be spaced closer together. The result is typically a 20 to 50% throughput improvement.Air Currents and Washer Pressure
Removing parts that have fallen off in the washer or in the oven wastes time and significantly undermines profitability. Parts usually fall off the hanger because they have not been hung securely. Light parts can be knocked off by water pressure, air currents and, in the case of e-coat, by floating in the coating tank. Double hooking, changing the hook design or using spring clips sometimes can alleviate the issues related to premature part removal. If you need to hang a part more securely, be mindful that your personnel will need more time to hang the product. In some cases, it might be best to use off-line racking.Stripping and Cleaning
Racks and hooks typically are stripped with chemicals, thermal stripping or blasting. When designing racks, attention must be given to design and durability, especially if you are cleaning thermally or with blasting media.Hooks and racks typically are manufactured in either carbon steel or stainless steel materials. Stainless steel constructed racks generally will last longer than carbon steel racks, especially if they are cleaned thermally or by “burn-off.” Thermal stripping exposes the rack or hanger to temperatures between 800 and 1000°F (427 and 538°C). At these temperatures, stainless steel compositions remain relatively stable. Conversely, the carbon within carbon steel begins to break down at such high temperatures. The amount of break down and reduction of carbon content will be determined by the frequency and temperature of the thermal cleaning process and the time required. The more carbon that is burned out, the softer the steel and, consequently, the more likely the rack or hooks will bend, distort or break. Coating quality and production output likely will be reduced, and the rack or hanger will need to be repaired or replaced more often.
Dedicated vs. Modular Racks
Dedicated racking systems are designed to hold a specific part or parts. Dedicated racks typically are constructed of welded metal with permanent product holders (such as hooks, clips, pins, wedges, fasteners or magnets). The product holders can be made to be removable so that they can be replaced as they wear, which will reduce rack repair costs. However, the frame and product holders most often are set in position.Modular racking systems are designed to be reconfigured to coat a variety of parts efficiently. Many modular racks have removable crossbars and product holders, which allow for flexibility in hanging several sizes and styles of products.
Dedicated racking is typically best for high volumes of similarly sized and similarly hung parts, where you can use one or a few racks to handle the greatest percentage of coated product. Modular racking should be considered when coating small to medium volumes of parts with varying sizes and geometry. However, the decision of whether to use dedicated or modular racking in your coating operations also depends on many of the other design factors, including the quantity of parts that will be run, the frequency that the parts will be run, plant floor space, working window/density and budget.
Setting Priorities
Too often, budgets for hanging products are determined arbitrarily from the beginning. However, the budget should be established only after careful analysis of all other factors. On new system installations, expect to budget an additional 10-20% of the system costs for hanger tooling. But realize that the labor savings and increased output from optimizing the hanging system usually will exceed the costs of upgrading components and systems. Arbitrary budgets established for racking and hanging products without proper analysis typically translates to money being left on the table.Making careful analysis of rack design a main priority can help you maximize part density and, correspondingly, profitability.
For more information about rack design, visit www.mightyhook.com.
*The Corner Clear Beam and Angle Pivot are trademarked and patented products produced by AP Conveyor Corp., Toledo, OH, under license with Mighty Hook, Inc.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


