Environmental Life Cycle Assessment
of OEM Automotive Paint Shop Technologies
Sustainability has emerged as a key issue across the globe. While the specific interpretations and implications are complex and can vary among stakeholders, most agree that sustainability entails creating value through environmental stewardship, social responsibility and economic growth – both now and for future generations. Sustainability includes making balanced choices and pursuing solutions that are best for communities, countries, businesses and the world. Rigorous tools such as life cycle assessment (LCA) are vital to generate insight and promote a more holistic understanding of environmental benefits, burdens and trade-offs. Life cycle approaches can be helpful to decision makers and stakeholders at all levels.
Automotive paint shop operations at OEMs around the world have experienced significant regulatory changes1 in the past 30 years. The environmental debate originally focused on VOC emissions and associated air quality issues. Regulations were enacted in many regions to control VOC emissions, while the technology to meet the performance standards was left open. European OEMs implemented waterborne (WB) basecoat technology as an alternative to conventional low-solids solventborne (LSSB) technology in order to help meet the increasingly stringent VOC standards. Individual paint shop facilities differ in the degree to which VOC abatement technologies, such as regenerative thermal oxidation, are required to meet local air quality regulations. WB basecoat technology has helped some facilities reduce or eliminate the need for abatement.2,3
In more recent years, modern paint shops began moving towards compact paint processes – available in high-solids solventborne (HSSB) and WB configurations. Compact paint processes are claimed to provide significant reductions in energy consumption relative to conventional SB and WB processes.
China is currently a focal point for tremendous growth potential in automobile manufacturing. The regulatory situation for Chinese OEM paint shops changed significantly in 2012 when the Ministry of Industry and Information Technology (MIIT) enacted regulations that require WB basecoat technology for all new passenger car paint shops.4 In 2013, the National Development Reform Commission (NDRC) discussed national VOC limits on paint shop emissions. Both the limits and the approach were similar to the European position of setting emission limits without mandating technology. It is possible that the Chinese emission limits may develop to be stricter than the current European limit5 of 35 g VOC/m2. Growing public concern over environmental issues in China is a major issue. The most prominent environmental issues for paint shops are typically VOC emissions (which impact local smog and odor) and energy consumption (which impacts greenhouse gas emissions, and natural resource consumption, including both energy and water resources).
LCA is a tool well-suited to assessing such environmental issues for different paint shop technology options. Ford Motor Company,6 BASF7 and Dürr have presented LCA results in recent years that maintain that HSSB technologies can meet modern VOC regulations with decreased energy usage and greenhouse gas (GHG) impact as compared to WB technologies. In an effort to gain further insight and corroborate previous industry studies, Eastman sponsored an independent LCA study comparing the relative environmental performance of five prominent OEM auto paint shop configurations.
Automotive Paint and Paint Shop Basics
The basics of paint shop technologies are summarized here for the sake of readers who may not be familiar with the topic.
The uncoated welded body of a car, including the doors, hood and deck or trunk lid, is called a body-in-white (BiW) or shell body. The BiW has not received any trim, chassis or drivetrain components and is conveyed from the welding shop to the paint shop to first be cleaned to remove dirt, oil and other contaminants, and finally to be coated or painted.
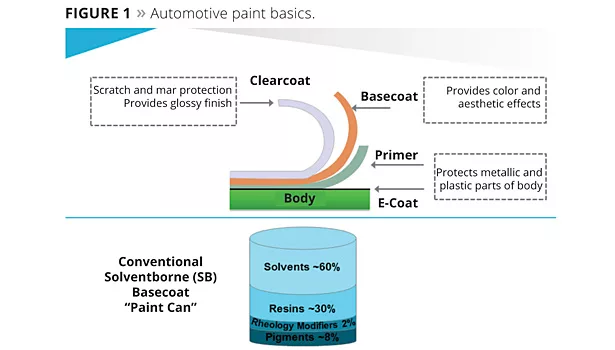
A conventional automotive coating consists of four layers: electrocoat, primer (a.k.a. surfacer), basecoat and clearcoat. Each layer serves a purpose (Figure 1), and each has unique formulations. For example, the basecoat formulation consists of solvent, resins, rheology modifiers, pigments and other additives. Solvent can include organics and/or water. One should note that current WB coatings do contain at least some organic solvents with typical solvent content ranging from 10-16%8 by weight in a WB basecoat formulation. The primer and basecoat layers may be either SB or WB. The vast majority of clearcoats are currently SB, and are available in 1K or 2K resin chemistries.
Throughout this report LSSB refers to SB basecoat paints with less than 30% solids. HSSB refers to SB basecoat paints with greater than 40% solids, and WBBC refers to WB basecoat paints that are typically 18-24% solids.8 For the clearcoats, the terminology 1K and 2K is common within the automotive industry. The 1K clear coats are typically materials that can be shipped to the automotive OEM with both resin and crosslinker in formulation. The 2K clearcoats typically refer to a coating system where the resin and crosslinker must be shipped separately, and are only mixed together when ready to be applied to the car body. A typical example of a 2K system is a hydroxyl functional resin reacted with a polyisocyanate to form a urethane crosslinked coating.8
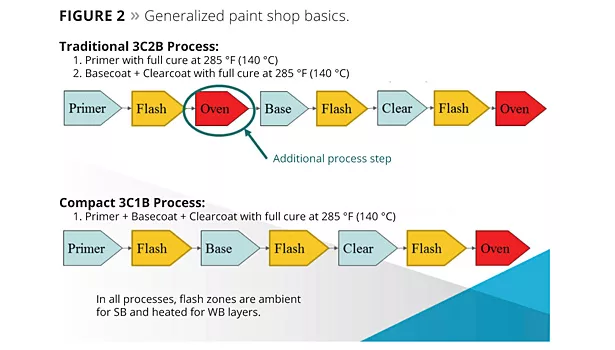
Figure 2 is a highly simplified schematic that summarizes the application and curing of the full coating system in a paint shop. The traditional process is denoted as 3 Coat – 2 Bake (3C2B), which indicates a process containing three coating steps and two baking steps. The compact processes are similarly denoted as 3 Coat – 1 Bake (3C1B) processes.
Compact processes make use of wet-on-wet-on-wet (3-wet) application of the primer, basecoat and clearcoat layers; however, the primer and basecoat layers are normally called B1 and B2 layers in this context. A key difference between 3C1B and 3C2B is that compact processes eliminate the requirement for a primer curing oven. Within current 3C1B technologies, HSSB technology (denoted as 3C1B-SB-1K) typically offers a lower capital investment and operating costs than WB compact technology.
Solvent selection for each layer impacts the flash requirements. WB layers require heated flash while SB layers can be flashed at ambient conditions. E-coated units are moved by conveyors through climate-controlled spray booths with robotic applicators, flash zones and curing ovens. Abatement systems include equipment such as scrubbers, concentrators and regenerative thermal oxidizers.
Pre-Existing Studies
Upon deciding to do an LCA, Eastman searched the literature and existing LCA databases. Other than the previously cited Ford and BASF/Dürr presentations, no papers could be found on the LCA of automotive paints or paint shop processes.
Eastman has access to a coatings database9 within GaBi LCA software, which contains an aggregated life cycle inventory data set for a 3C2B waterborne scenario with a 2K clearcoat. Although the dataset reflects German geography and only considers a single technology scenario, it provides an approximate benchmark.
In addition, the National Center for Manufacturing Sciences (NCMS) has published an Excel based LCA tool called “Coatings Counselor”.10 The project was funded by a US EPA grant and had participation by automotive OEM’s along with suppliers and academics. The Excel model is designed to calculate cradle-to-gate GHG and VOC inventories for auto OEM paint shops. The tool has a robust architecture but it is mostly populated with placeholder data.
Lack of quality data was the main hurdle for Eastman in conducting an LCA, so Eastman contracted IHS Automotive Industry Solutions as a consultant to provide representative industry data. The IHS data was compiled into an Excel spreadsheet upon which Eastman added LCA calculations for GHG and VOC.
Objectives
Goal and Scope
The goal of the Eastman study was to complete an independent life cycle assessment of OEM automotive coatings with a focus on the relative differences between five technology systems in terms of GHG impact and VOC emissions. The choice of basecoat technology was a key variable among the technology options. The technologies under study represent the major technologies commercially available in 2013. The goal of this study was to compare general classes of technologies to assist in understanding and decision making. The study is not intended to make detailed comparisons between specific vendors, OEMs or technology providers. The reasons for conducting the study were to inform Eastman strategy, to better understand the differences between technologies, and to communicate insights with external partners and stakeholders.
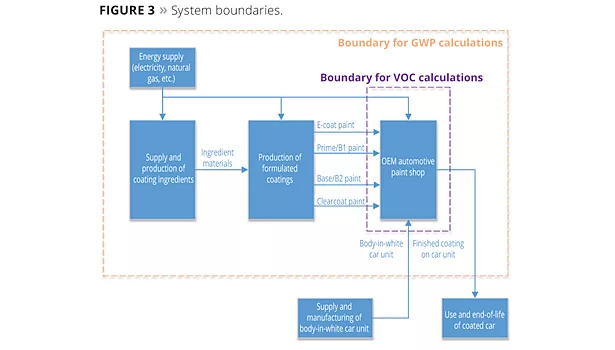
The system under study was the production of coating materials and their application to a standard automobile surface. The boundary of the life cycle was cradle-to-finished car coating, which includes the production of raw materials, formulation of paint, and the application and curing of coatings in the paint shop. The manufacturing life cycle of the substrate (uncoated body-in-white car unit) is not included. The scope only includes the coating system and associated operations. The paint shop boundaries include all auxiliary systems such as paint kitchen, manual zones, ventilation systems, etc. Abatement systems reflect typical designs as recommended by IHS Automotive. Waste treatment is included except where noted. Paint shop fugitive emissions are included. SB purge solvents (used for rinsing, cleaning, etc.) are assumed to be reclaimed in a closed-loop system. The off-site third party solvent reclamation process is excluded from the scope of the study due to lack of data and small quantity of purge solvent consumed per car (purge solvents are mostly used during material changes). The study aims to evaluate representative configurations for each scenario; however, it is not intended to reflect any exact OEM or supplier design preferences or technologies.
For VOC analysis, the scope is limited to the paint shop only (i.e., gate-to-gate). This is due to the desire to compare paint shop VOC emissions to potential regulatory limits.
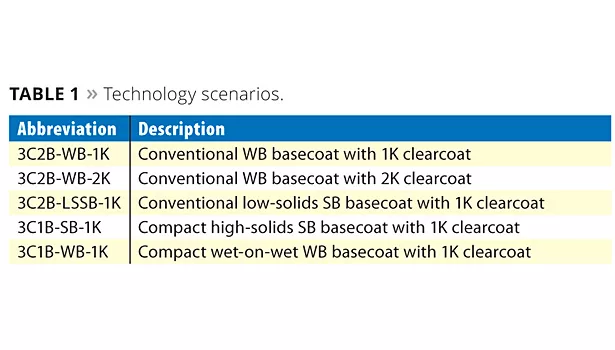
The five scenarios investigated are shown in Table 1. The system boundaries used for the assessment are depicted in Figure 3.
Functional Unit and Design Basis
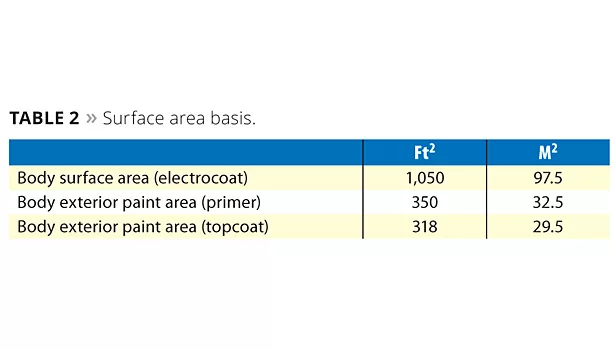
The functional unit of this study is one coated car body with the surface areas as shown in Table 2. Each layer of coating is applied to a specific surface area. The car is assumed to be a compact class C passenger vehicle (i.e., Ford Focus, Honda Civic, or equivalent) with its standard coating appearance and functional quality requirements. Each scenario is designed to meet these functional requirements. The coating functional requirements for a class C vehicle coating are equivalent across all scenarios according to IHS.
Each scenario assumes a world-class production facility having an output of 250,000 vehicles per year with two-shift production. All scenarios assume greenfield installation in Chongqing, China, using state-of-the art technology representative of paint shops installed between 2005 and 2013. IHS and Eastman made a best effort to normalize potential OEM-specific design variables (e.g., preferences, elevations, climates, etc.) in order to make a direct comparison between technologies.
Approach
LCA Standards
The following LCA standards were used to guide this study:
- ISO 14044:2006
- GHG Protocol Product Life Cycle Accounting and Reporting Standard (2011).
Data Collection and Quality
Data collection was a collaborative effort between Eastman and IHS. Eastman staff developed model paint formulations based on literature sources and technical expertise. IHS utilized capabilities from their automotive and chemicals teams and worked with carmakers, paint shop finishing suppliers, automotive coatings suppliers, automation and manufacturing suppliers, emissions experts, and public domain sources (permits, etc.) to collect representative paint shop data and to validate the model paint formulations supplied by Eastman. The data set was scrutinized and refined through multiple rounds of verification and revision. The quality of the data is believed to be very high and representative of current industry practices.
Cradle-to-gate GHG impact data on the ingredients used to manufacture paints was collected from databases available through GaBi software. These mostly rely on data from PE-GaBi 2011 and Ecoinvent 2.2 databases. LCA data on cellulose acetate butyrate, EEP, glycol ethers, isophthalic acid, MIBK, butanol, neopentyl glycol, and butyl acetate are from pre-existing Eastman LCA studies. In some cases, particularly for resins, it was necessary to use proxies based on engineering judgment.
Energy usage for grinding and mixing ingredients during paint formulation was collected from NCMS Coatings Counselor as provided by the American Coatings Association.
Completeness
Eastman strives for inclusion of all relevant flows in LCA studies. For the sake of feasibility it is sometimes necessary to exclude flows that are insignificant. It is estimated that at least 95% of the mass inputs are included. The global warming potential (GWP) results of this study are dominated by electricity and natural gas consumption in the paint shop, which are fully included.
The excluded materials and services, in addition to being insignificant contributors to GWP impact and VOC emission, are reasonably assumed to be equivalent between the five paint shop technologies. Thus they do not impact the relative comparison per the goal of this study. Excluded materials and services include:
- supply and disposal of consumable items (such as filters, booth chemicals, containers, etc.);
- paint shop wastewater treatment;
- transportation of materials to paint shop and formulators;
- disposition of paint sludge (Paint sludge may be landfilled or sold as a byproduct depending on market demand, either way it is expected to have comparable and minimal impacts among the scenarios studied.);
- infrastructure and capital goods.
Allocation
No allocation was performed in this study. Some source data was collected from published life cycle inventory databases (such as ecoinvent and PE-GaBi) and was accepted as published.
Impact Assessment
In 2013, the most relevant issues for automotive paint shop systems were VOC emissions and GHG impacts. As such, this study focuses on these issues.
GHG impacts are assessed in terms of 100-year global warming potential based on characterization factors published by the Intergovernmental Panel on Climate Change.10 Results are reported as CO2 equivalents (CO2 eq) per car coating. In less technical terms, the net GWP impacts of a system are often referred to as its “carbon footprint”.
VOC emissions are expressed as life cycle inventory flows to the atmosphere of total VOC. The chemical identity of individual VOC species is not tracked.
Emission Factors
GHG impacts associated with electricity consumption are based on the PE-GaBi 2011 database process “CN: Electricity Grid Mix,” which reflects the grid in China assuming (78% coal, 16% hydro, 2% nuclear, and 1% wind and solar). The GWP factor is 1.001 kg CO2 per kWh. This includes the extraction, production and transport of fuels along with waste management, etc.
GHG impacts associated with production and combustion of natural gas to create thermal energy are based on the PE-GaBi 2012 database process “CN: Thermal energy from natural gas,” which also reflects the Chinese region. The GWP factor is 0.0704 Kg CO2 eq per MJ LHV. This includes the extraction, purification, compression, etc. in the natural gas supply chain.
Critical Review
An internal critical review was performed by Eastman coatings technology and life cycle assessment experts. Since the comparative results are intended for public disclosure, a formal critical review was conducted by an independent expert panel as required by ISO 14040 and 14044 LCA standards. The critical review panel was chaired by BAMAC, Ltd.
VOC and Film Build Model Parameters
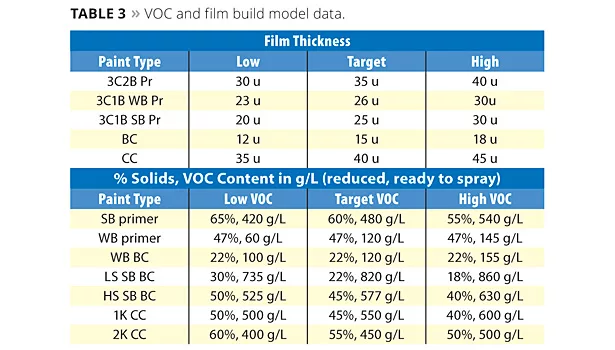
The process data provided by Eastman was compiled from both internal and external1,8 sources and assumes film builds, % solids and VOC content according to the “Target” columns in Table 3. All GHG calculations are based on the target conditions. The low and high values, as well as abated versus unabated cases, were used by Eastman in a sensitivity study to understand the VOC implications across a range of reasonably possible scenarios.
Results and Analysis
Greenhouse Gas Impact Results
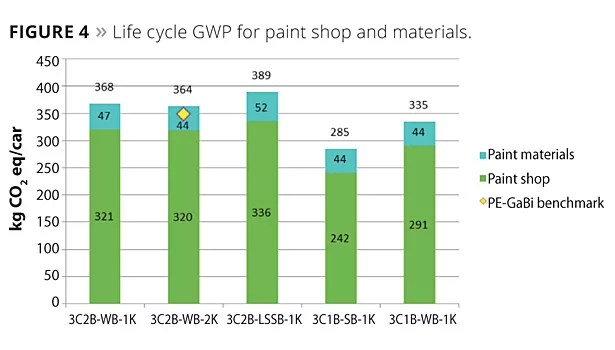
The results of the life cycle impact assessment calculations for Global Warming Potential (GWP) are presented in Figures 4-8. Figure 4 shows a comparison of GWP for the full coating system, including the ingredient production, paint formulation and OEM paint shop operations. The point marked “PE-GaBi benchmark” reflects the PE-GaBi data point, which provides an additional benchmark for the 3C2B-WB-2K case.
There are two major observations from Figure 4. First, is that the modern, compact, high-solids SB process (3C1B-SB-1K) demonstrates the lowest GWP of all technologies, including the compact WB process. Second, is that the GWP impact of each technology is dominated by the paint shop operations. The GWP impact related to the production of paint materials is much less significant.
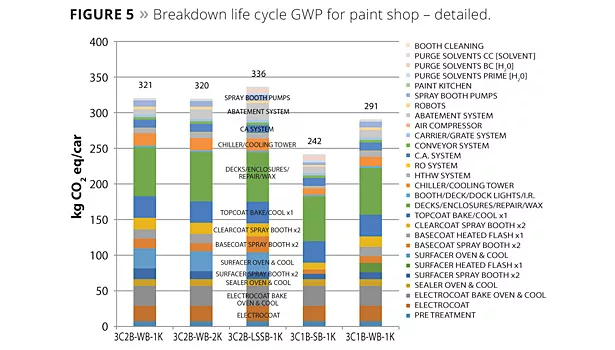
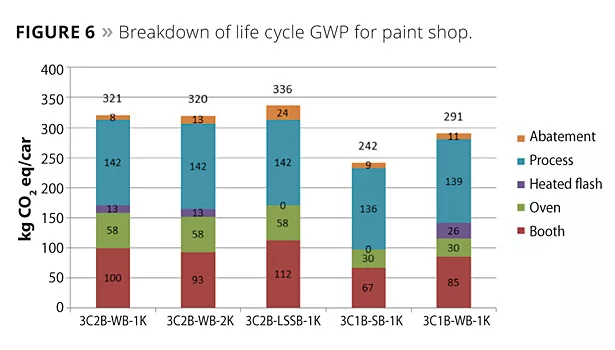
Figures 5 and 6 show a breakdown of the paint shop GWP impact by process section. The production and supply of paint materials to the paint shop is not shown in these figures in order to focus solely on paint shop operations. Figure 5 is a breakdown of the 28 process sections provided by IHS. Figure 6 presents the GWP impact for each scenario rolled up into five process categories and is more consistent with how Ford presented their GHG results.
The superior relative GWP of 3C1B-SB-1K is primarily due to two factors.
Spray booth: 3C1B-SB-1K has the highest solids content, which reduces electricity demand during spray application in the spray booths due to an overall shorter booth length. Conversely, 3C2B-LSSB-1K is significantly disadvantaged by low solids content since it requires more paint, more spraying, and longer booths to reach the desired coating film thickness.
Heated flash: SB processes use ambient flash while WB processes require a heated flash. This results in significant energy demand to both heat and then cool the car body for the WB systems. The compact 3C1B-WB-2K case requires two heated flash zones (one after B1 layer and one after B2).
Both SB and WB compact processes are advantaged by the elimination of the primer oven (even though it is replaced with a heated flash for 3C1B-WB-2K), and are further advantaged by a reduction in overall booth length when compared to 3C2B processes.
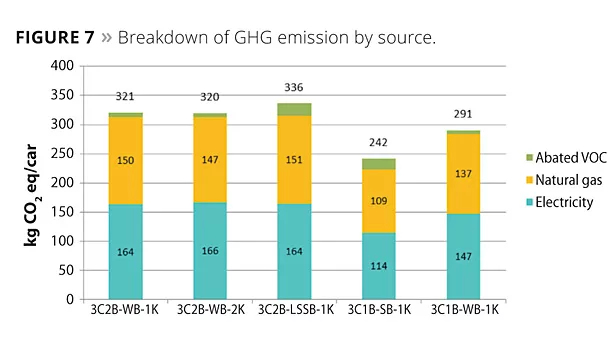
Figure 7 shows the breakdown of GWP impact by energy source. The GWP associated with the paint shop is primarily due to on-site combustion of natural gas and off-site electricity generation. The on-site combustion of VOC in the abatement equipment has a small contribution.
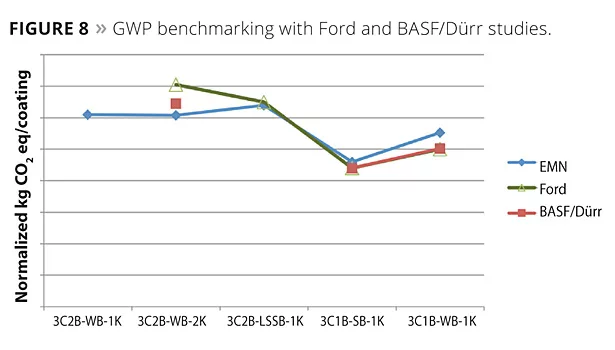
Figure 8 shows a comparison of the Eastman study to the previously cited carbon footprint results presented by Ford and BASF/Dürr. The three lines are normalized to focus on the relative trends. Results were normalized to Eastman’s values via multiplication by the average GWP across all scenarios of a datasource (Ford or BASF/Durr) and division by the average GWP across all scenarios of the Eastman study.
The absolute values cannot be directly compared because of unknown units and area basis. The unknowns also add uncertainty to the relative comparison. Bearing this in mind, the normalized trends align very well and support the conclusion that 3C1B-SB-1K can have the lowest GWP impact.
VOC Results
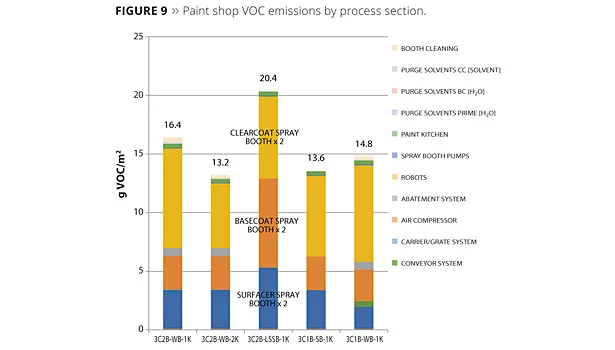
The paint shop VOC emissions are shown in Figure 9 for target material and application conditions. Each of the technology scenarios modeled by IHS is based on standard shop designs including abatement systems. All scenarios can meet the European limit of 35 g VOC/m2 with full abatement of solventborne spray zones and ovens. The capture and destruction efficiency of the VOC emissions varies based on the complexity of the booth air flow for the scenario.
Per the goal and scope of the study these results are for activities only within the paint shop boundaries. The VOC emissions associated with paint material production are not included due to lack of data and in order to make the results comparable against regulatory limits. Sensitivity analysis showed that paint material production resulted in relatively insignificant VOC emissions.
The order of colors in the stacked columns of Figure 9 corresponds to the order in the legend. Surfacer (primer), basecoat and clearcoat spray booth areas contribute the vast majority of VOC emissions to the atmosphere. The basecoat heated flash also makes a significant contribution for the WB cases.
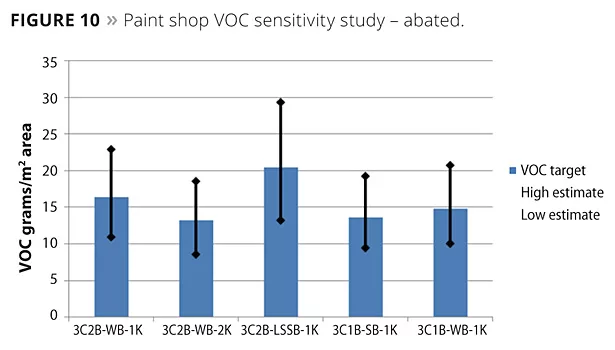
A sensitivity study was performed to investigate how the VOC performance would change by varying film build, paint VOC content and % solids according to the values in Table 3. A case study was also performed for completely eliminating VOC abatement for all scenarios. The sensitivity results are shown in Figures 10 and 11. Figure 10 shows the abated case, which is the default basis for the LCA. The blue bars correspond to the totals shown in Figure 9 for target conditions from Table 3. The black dots show the expected minimum and maximum VOC emissions achieved by varying film build, % solids and paint VOC content. The lower dot represents the highest solids coating applied at the lowest expected film build from Table 3. The higher dot represents the lowest solids coating applied at the highest expected film build from Table 3, thus attempting to encompass a normal range of expected VOC emissions for each scenario.
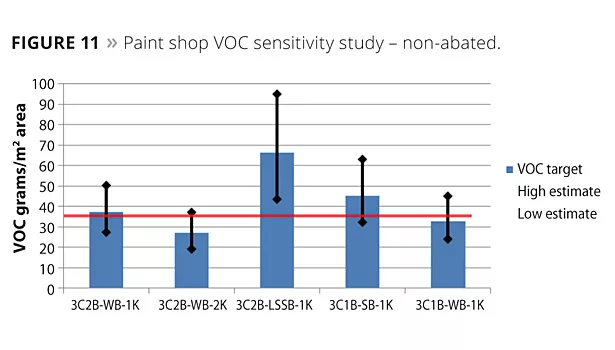
In all WB cases, the electrocoat and clearcoat emissions are either abated or unabated in the sensitivity analysis, while, following standard industry practice in the United States,11, 12 the WB primer and WB basecoat zones are exhausted directly to atmosphere. For all SB coatings (prime, base and clear) in abated scenarios, the emissions are sent to the VOC control devices for destruction. Abatement systems are eliminated in the lower chart, which assumes all process VOC is emitted to the atmosphere. Figure 11 indicates that all of the WB scenarios have the potential to be operated without abatement since performance below 35 g/m2 is possible. This may be an attractive, low-cost option in some regions of the world. 3C1B-SB-1K is not expected to be operable without abatement. Operating without abatement would result in slightly lower GHG emissions (Figure 6), however there is a trade-off due to increased VOC emissions.
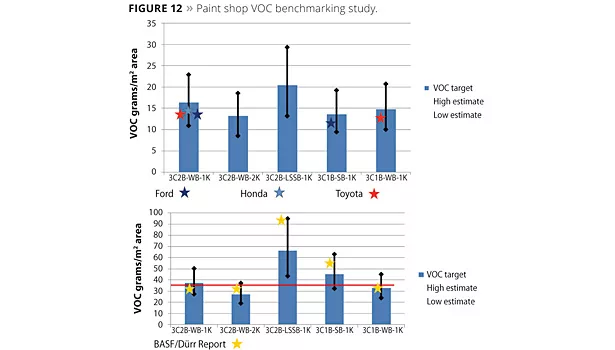
Figure 12 shows a comparison of the Eastman study to the VOC totals presented by Ford and BASF/Dürr and to information published in annual environmental reports for several automotive OEMs. The exact paint material composition, abatement schemes and VOC capture efficiencies in each comparison are not known, but the general target estimations used in this study correlate well to published VOC emission values. The data also aligns well to previous studies and supports the conclusion that 3C1B-SB-1K is capable of meeting the more stringent VOC regulations at a reduced GHG footprint.
Key Uncertainties and Limitations
IHS and Eastman made a best effort to provide data that directly compares coating technologies in an OEM setting. Nevertheless, there may be some minor differences between scenarios in practice that might be attributable to OEM and supplier differences in the underlying industrial data.
It was not feasible to estimate the uncertainty of GWP results due to limitations with the model structure. The calculations reflect a best estimate of representative scenarios. It is possible that some of the differences between scenarios may not be statistically significant depending on the degree of uncertainty.
The lack of accurate LCA data on paint ingredients (especially advanced resins) is a source of uncertainty. The calculated LCA footprints of paint materials should be interpreted as approximations. This uncertainty is mitigated by the fact that paint materials are a relatively low contributor to the overall GWP impacts of each technology, as shown in Figure 4. It is unlikely that additional research into paint formulations and materials would change the conclusions of this study.
The uncertainties are mitigated by the alignment of the normalized GWP results with values published independently by Ford and BASF/Dürr.
Conclusions
This study supports the position that modern compact high-solids automotive OEM paint technology can achieve the lowest GWP, while meeting European VOC emission limits. High-solids SB compact processes can outperform the life cycle GWP impacts of the WB compact process due to lower spray booth energy usage and the elimination of the heated flash zones. The life cycle GWP impacts of automotive coatings are dominated by the paint shop energy usage. The GWP impacts due to paint material production are less significant.
All technologies are capable of meeting current European regulatory VOC emission limit of 35 g/m2 with abatement. If OEMs choose to not use abatement in some regions of the world, then WB technologies are required in order to meet the 35 g/m2 limit. The low energy demand of the high-solids SB technology offers environmental benefits in terms of both reduced global warming potential and reduced consumption of energy. Reduced energy demand has additional environmental benefits beyond GHG. Demand for energy is high in China, and the natural resources including water are limited. Additionally, electricity production in China is dominated by coal combustion, which can result in adverse air quality impacts due to emissions of particulate matter, acid gases and mercury, depending on the extent of emission controls.
This LCA study supports an attractive sustainability position for the 3C1B-SB-1K technology and is recommended for consideration by policymakers and stakeholders.
For more information, visit www.eastman.com/coatings.
References
1 Goldschmidt, A.; Streitberger, H.J. BASF Handbook on Basics of Coating Technology. 2nd ed. Vincentz Network, Hanover, Delaware (2007).
2 Honda Manufacturing of Indiana, LLC. “Part 70 Permit No.: 031-30127-00026”. Retrieved from http://permits.air.idem.in.gov/30127p.pdf.
3 Kia Motors Manufacturing Georgia, LLC. “SIP Permit Application No. 17363 - Prevention of Significant Air Quality Deterioration Review of Kia Motors Manufacturing Georgia, LLC Motor Vehicle Assembly Plant Construction Located in West Point, Georgia (Troup County)”. Retrieved from http://www.georgiaair.org/airpermit/downloads/permits/28500084/psd17363/2850084pd.pdf.
4 People’s Republic of China Ministry of Industry and Information. Technology Bulletin “Passenger Car Manufacturers and Product Management Access Rules”. (November 16, 2011). Retrieved from http://www.miit.gov.cn/n11293472/n11293832/n12845605/n13916898/14325764.html.
5 European Commission. European Integrated Pollution and Control Bureau. “Reference Document on Best Available Techniques on Surface Treatment using Organic Solvents.” (2007).
6 Ford Motor Company. “Sustainable Painting Processes: Global Alternatives.” National Center for Manufacturing Sciences Sustainable Design and Manufacturing Roundtable, Ann Arbor, MI, June 2012. Retreived from http://www.ncms.org/wp-content/NCMS_files/sustainability/2012Sustainability/amPresentations/1130_Weingartz_NCMS_Roundtable_2012.pdf.
7 Schumacher, H.; Haunschild, A. “Eco-Efficiency Analysis of Global Coating Processes.” Strategies in Car Body Painting, Berlin, June 2012. Retrieved from http://www.durr-application-technology.com/fileadmin/user_upload/apt/en/pdf/Presentaion/025_Schumacher_Haunschild_Duerr_BASF.pdf.
8 Streitberger, H.J.; Dössel, K.F. Automotive Paints and Coatings. 2nd ed. Wiley-VCH, Weiheim, Delaware (2008) Print.
9 GaBi coatings extension database VIII for GaBi software. “Automotive coating (lower middle-sized class)”. PE International (2012).
10 National Center for Manufacturing Sciences. Coatings Counselor project website. http://lca.ncms.org/CC/ and http://lca.ncms.org/VOC/
11 Solomon, S.; Qin, M.; Manning, Z.; Chen, M.; Marquis, K.B.; Averyt. Contribution of Working Group I to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change. Cambridge University Press, Cambridge, UK (2007).
12 Annual environmental reports published by selected OEMs:
http://corporate.honda.com/images/banners/environment/Honda_2012_North_American_Environmental_Report.pdf
http://www.nissan-global.com/EN/DOCUMENT/PDF/ENVIRONMENT/EFB/2012/FB2012_p05-19.pdf
http://www.nissan-global.com/EN/ENVIRONMENT/LIBRARY/DATA/OVERSEAS_SUBSUDUARIES/
http://gmsustainability.com/report.html
http://corporate.ford.com/microsites/sustainability-report-2011-12/environment-data-emissions
http://www.toyota.com/about/environmentreport2012/data_center.html
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






