Next-Generation Matting Agents for UV Coatings
Credit: Lubrizol
Credit: Lubrizol
Credit: Lubrizol
Credit: Lubrizol

Credit: Lubrizol

Credit: Lubrizol
Credit: Lubrizol

Credit: Lubrizol
Demands on coating materials in terms of cost efficiency, optimized cycle times and VOC emissions have changed significantly during the last 10 years. Industry has offered several solutions to match today’s needs for new coating materials. In terms of short cycle times, reduced VOCs and outstanding film properties, radiation-curable coatings show great potential. This technology offers manufacturers the possibility to formulate highly versatile coatings for nearly every field of application.
Compared to conventional coatings (i.e., waterborne 1-pack or 2-pack systems), radiation-curable coatings have different challenges in formulation and curing. Many of these challenges are caused by the curing mechanism.
Formulating matted clearcoats can become an extremely tough challenge. In the case of 100%-solid coatings it can be very complicated to find the balance between acceptable viscosity for the targeted application method, targeted gloss level, and desired film properties (e.g., scratch resistance, hardness, chemical resistance, etc.).
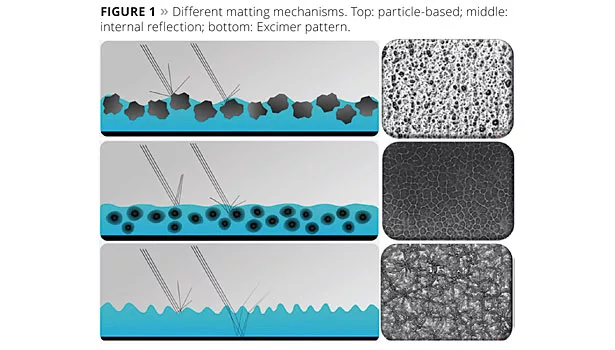
The Matting Mechanism
To better understand matting 100%-UV coatings we need to look at the classic matting process and compare it to conventional VOC-containing coatings.
Due to solvent evaporation, conventional coatings have better orientation and ultimately tend to “concentrate” the matting agent near the surface of the coating while drying. During VOC evaporation the applied film starts to shrink. This shrinkage can vary from 30% to 60% of the wet film’s volume depending on the formulation’s volume solids. When compared to this, 100%-UV coatings have film shrinkage from 3% to 8%, depending on the resins and monomers used in the coating.
In the case of 100%-UV coatings, the absence of volatile solvents can lead to various problems for the formulator. When lowering the viscosity of the resin, especially in the case of higher amounts of matting agents, the use of low-viscous monomers is unavoidable. As these monomers crosslink with the resin they also influence final film properties. Generally as the targeted gloss of the final coating is lowered, additional monomer is needed to obtain an acceptable viscosity. This can lead to reduced film properties, flow and levelling concerns, reduced reactivity and other issues. Alternatively, solvent-based systems can overcome this problem due to the inherent thinning characteristics of volatile solvents.
Another important factor is the cure speed or gel time. Conventional coatings usually exhibit open times from 5 to 30 min, whereas the UV curing process takes place in seconds. Undoubtedly the short cure timeline in UV coatings tends to hinder adequate orientation/floating of the matting agents, which in turn lowers the effectiveness of the additive. The result is much lower matting agent efficiency, which normally is compensated for with higher dosages of the additive.
This article considers a comparison between different classic matting agents (silica- and wax-based) vs. new approaches for matting UV-curable coatings. The main focus is to compare different matting technologies (commercially available and experimental products) and show individual strengths and weaknesses of the different product types.
The Classic Matting Approach
Surface Structuring by Particles
The traditional way of reducing a coating’s gloss is to use a solid matting agent. In general these matting agents are silica or wax powders. In many applications silica is preferred due to its higher efficiency. Using a classic silica or wax as a matting agent utilizes particles for light scattering in the final film. In this approach the matting agent particles lead to a structured coating surface that does not reflect light directionally. The final surface can vary between fine grain structure and a texture-like effect, and is influenced by the matting agent’s particle size, porosity and chemical nature.
New Approaches to Achieve Matting
Moving away from the classic particle-based matting approach means looking for alternative mechanisms that scatter light efficiently in a coating film. We will focus on two novel ways to achieve light scattering.
Internal Light Scattering
To obtain low gloss values it is necessary to scatter the light reflected from the interstitial areas of the film. However, most matting approaches focus on scattering the light at the coating’s surface. In the case of clearcoats, a significant amount of visible light will pass through the coating film and will be absorbed and reflected by the substrate. By creating light-scattering structures (i.e., crystal structures) inside the coating film the light that penetrates into the film will scatter, and as a result, the film appears matte. With this new matting additive the matting performance is achieved via a controlled crystallization during the curing process. This new additive technology is based on the synergistic effect between an acrylic functional carrier and a special polymeric solid phase. The internal light scattering behavior can be seen by looking inside the coating with a laser microscope. Inside the coating a refractive pattern similar to caustics in a swimming pool becomes visible. Each of these structures corresponds to a crystalline border in the film. Due to the interaction of the crystals with light, the film becomes matte (Figure 1).
Surface Structuring (Without Particles)
By influencing the surface curing of a radiation-curable coating, the final film can be forced to form a heavily structured layer. This highly “wrinkled” surface scatters the incoming light, which can lead to very low gloss values.
In general this effect can be obtained by utilizing special curing equipment such as “Excimer” devices in combination with specially formulated coatings. This article does not discuss this processing equipment, but focuses on a different way to achieve a comparable structuring pattern. Basically the structuring effect can be caused by influencing the surface flow of a coating during the curing process. In cases where chemistry is used, the single particles cause the coating to flow away from the particles. This flow process is related to polarity changes of the coating during the curing process, which generates micro-scale waves.
Study Overview
This study compares the above-mentioned matting processes to show specific advantages and disadvantages of each. Emphasis lies on:
- The efficiency of the matting agent at different
- use levels.
- The stability of the matting effect at various film thicknesses.
- Compatibility with various oligomers.
For performing these specific comparisons the materials in Table 1 were used. Due to high reproducibility and ease of use, all application tests were carried out with drawdowns on contrast charts. The film thickness is indicated in the different segments individually.
For all microscopic pictures a KEYENCE VK-X210 laser scanning microscope was used. The confocal laser scanning microscopy is suited to analyze surface structure effects at a very high resolution. In addition, the technology is able to virtually look into a coating film to determine the internal light scattering behavior of a coating.
General Efficiency at Different Use Levels
The inherent coating viscosity and overall formulation costs are certainly important drivers for choosing the right matting agent. In turn, when developing the final formulation the matting agents selected should show maximum efficiency to keep addition rates at a minimum.
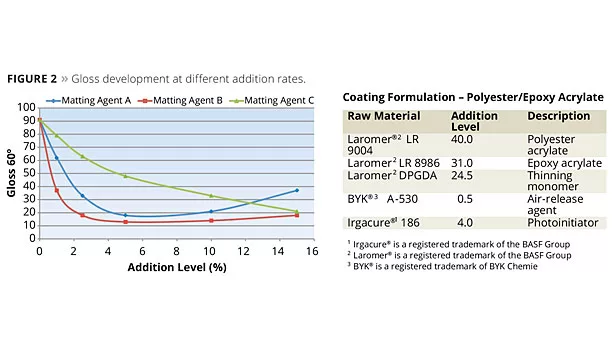
In order to check the efficiency levels of the different matting approaches, the matting agents referenced above were incorporated with varying addition rates into a common UV-curable coating system based on epoxy and polyester acrylates. For this test the addition rates varied between 1% and 15% matting agent (as supplied, based on total formulation weight; Figure 2).
Matting Agent A
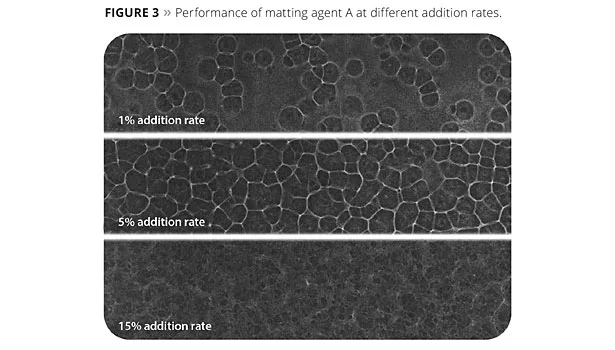
Even at low addition rates the internal light scattering shows a significant lower gloss compared to a particle-based approach. Interestingly enough the matting efficiency is optimized at approximately a 5% addition rate (based on TFW). After reaching this “maximum efficiency,” the matting performance gets worse by increasing the level of matting agent (Figure 3).
This phenomenon is related to the matting approach itself. The internal light scattering is caused by controlled crystal formation in the coating film. By increasing the addition level of the matting additive the number of crystals increases and, in conjunction, the matting performance improves. However, at a given addition rate a maximum density of crystalline borders in the film is reached. In this specific system the maximum density is reached at a 5% addition rate. Increasing the matting agent forces the crystalline borders to overlap and disrupt the matting effect. In-turn, the light scattering is reduced enough that the gloss increases.
Matting Agent B
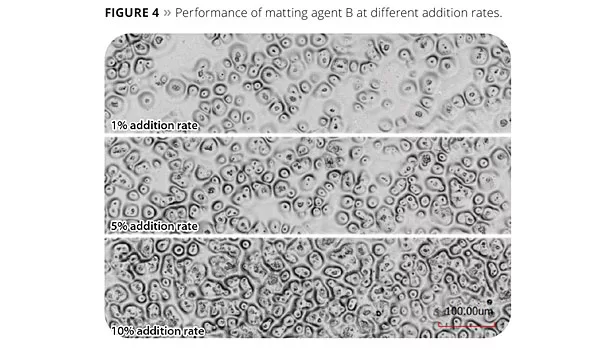
This matting agent utilizes a multi-purpose approach to reduce the gloss of the final film. The gloss development is comparable to matting agent A, but the overall efficiency is higher. This similarity between matting agents A and B is related to the internal light scattering. Due to the multi-functional approach by using more than one matting mechanism the gloss increase at higher addition rates is significantly lower compared to matting agent A.
The loss of performance caused by overlaying crystals can be compensated by surface structuring. Figure 4 shows that at a 1% addition level the formation of microscopic “craters” around each particle occurs. This structuring effect is associated with irregularities in the flow and levelling characteristics that occur during the curing process. Moreover, the coating around each particle moves away and leaves a small depression with the particle in the center. The size of these depressions is approx. 20-30 µm in diameter and 3-4 µm deep. By increasing the amount of matting agent the texture comes closer until it starts to interconnect and form a uniform structure comparable to an Excimer pattern.
Matting Agent C
The particle-based approach leads to an almost linear matting curve. The more silica added to the coating, the rougher the surface becomes. This can also be seen by looking at the microscopic pictures taken from the coating’s surface (Figure 5). In addition, the surface structure obtained with silica tends to be “rougher” with less uniformity and more irregularity in the height profile compared to the structure obtained by matting agent B.
Stability of Matting Effect at Various Film Thicknesses
In the field of UV-curable coatings, film thickness is another important topic for discussion. Usually the matting efficiency largely depends on the particle size of the used matting agents. In general, this means by increasing the particle size of silica the matting efficiency will be better. This also means that changing the applied film thickness might have a significant influence on the overall degree of matting.
In this study the influence of film thickness on the efficiency of the different matting mechanisms was tested. This was carried out by applying the same coating at different film thicknesses (Figure 6).
As expected, the pure particle approach shows an almost linear correlation between film thickness and gloss. By exceeding the mean particle size of the 9 µm silica used in the evaluation the gloss goes up significantly.
On the contrary, when using the particle approach (i.e., matting agent A and B) an essentially stable gloss is exhibited over all tested film thicknesses. Once a sufficient film thickness is reached for the internal light scattering, it does not matter if the film thickness changes. In summary, this leads to a very consistent performance over a wide range of film thicknesses.
Compatibility Tests in Various Oligomers
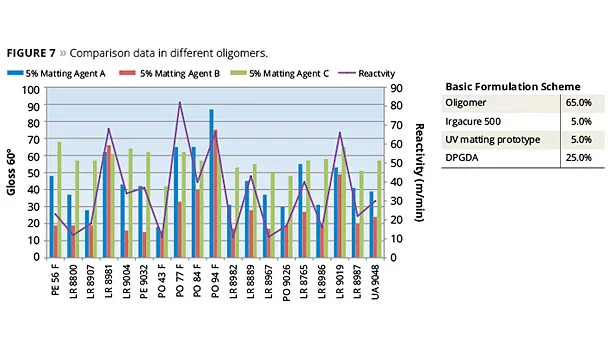
Besides the efficiency of the preparation, broad compatibility is an important consideration for a matting additive. To compare the efficiency of the new matting approach a broad test series was set up including several different acrylic oligomers. The main idea behind these trials was to formulate a simple coating and check the effectiveness of the different additives (Figure 7).
Matting Agent A
The performance of matting agent A correlates with the reactivity of the tested oligomers. As the internal light scattering is based on precipitation processes that occur while the curing process takes place, the whole matting mechanism is influenced by curing speed and most importantly on the gel time. It is clearly observable that highly reactive systems with short gel times limit the coordinated formation of the matting crystals.
Matting Agent B
The combination of different matting mechanisms results in two major advantages: (1) broader compatibility due to a limited influence of the reactivity of the oligomers, and (2) greater matting efficiency than solely utilizing an internal mechanism or a light-scattering mechanism at the surface. However, please note that a significant portion of the matting effect is still linked to structural and crystalline formations, whereas the reactivity of the oligomers influences the final matting performance.
Matting Agent C
The silica shows a consistent performance throughout most of the tested oligomers. The reactivity is to some degree influencing the final matting performance but is not as significant compared to matting agents A and B. The matting efficiency of the silica particles is more influenced by wetting and the flow properties of the oligomers in the formulation. In addition, the final surface roughness that gives the matting efficiency is typically identical and so is the gloss.
Conclusion
Utilizing new matting mechanisms often means changing the way a formulation is set up to get optimum results. The alternative matting agents discussed in this article offer a first step to developing new ways of controlling the light-scattering properties of radiation-curable coatings. It was exhibited that the first- and second-generation products have several advantages over traditional matting agents, such as silica, for radiation-curable systems. Moreover, a combination of different matting mechanisms can demonstrate superior overall performance characteristics in a given system, although at times surface scattering techniques can provide more consistent and stable matting results if application viscosity isn’t a concern.
Matting Agent A
Pros:
- High matting power at low addition rates.
- Very low influence on coating viscosity.
- Superior surface feel.
- Mechanical stable matting effect (as the matting appears inside the film it does not burnish).
- Uniform matting.
Cons:
- No linear correlation between the addition rate and resulting gloss readings.
- Ideal addition rate varies depending on the formulation details.
- Efficiency depends on the formulation details (reactivity, curing speed, raw materials used).
- Limited use in pigmented systems.
Matting Agent B
Pros:
- High matting efficiency at low addition rates.
- Low influence on coating viscosity (compared to standard silica).
- Superior surface feel.
- Broad compatibility in different oligomers.
- Very uniform matting with better aesthetics.
Cons:
- No linear correlation between addition level and gloss readings.
- Efficiency depends on the formulation details (reactivity, curing speed, raw materials, etc.)
Matting Agent C
Pros:
- Efficiency is almost linear – easy and reliable gloss control.
- Standard matting method with a lot of formulating experience.
Cons:
- Viscosity builds up quickly.
- The index of refraction prevents any light scattering within the coating.
- Efficiency is greatly influenced by film thickness.
For more information, visit www.lubrizol.com.
By Björn Tiede, Technical Product Manager; and Steven Thompson, Technical Product Manager | Lubrizol Advanced Materials, Inc., Cleveland, OH
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




