Highest Matting Agent Loading with Outstanding Viscosity Reduction

UV curing is one of the fastest growing technologies worldwide, with a predicted growth of 6-7% yearly. Matting of solvent-free UV-curing coatings is still very challenging and requires an intensive cooperation between formulators, equipment and raw material suppliers. A newly developed chemical approach has led to specially designed wetting and dispersing additives, DISPERBYK-2158 and DISPERBYK-2159, which support matting with solid particles. Both additives enable the formulation of extremely highly loaded coatings with Newtonian flow behavior. The low viscosity supports application with a roller coater, and improves leveling and orientation of the matting agents in the final coating. Appearance and haptic of coatings prepared with the new tailor-made additives are very pleasant and offer the sensation of high-quality surfaces.
Chemical Approach
DISPERBYK-2158 and DISPERBYK-2159 are based on hyper-branched polymers. Utilizing the same active substance, DISPERBYK-2158 is a reactive diluent-containing and DISPERBYK-2159 an organic solvent-containing wetting and dispersing additive (Table 1).
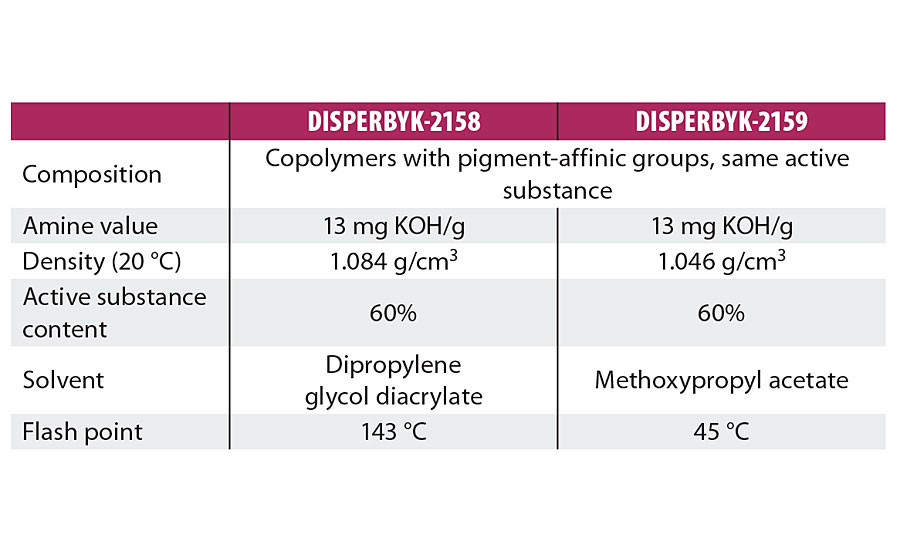
TABLE 1 » Product properties.
Hyper-branched polymers have received much attention over the past 15 years. Due to their unique chemical and physical properties, these compounds find broad application in coatings, as additives and as macromolecular building blocks. Many different classes of hyper-branched polymers are known, for example polyglycols, polyesters, polyurethanes, polyamides, polyanilines, polythiophenes and polyarylenes.1 All of them could be used as building blocks for further modifications. Commercially available hyper-branched polymeric building blocks are important raw materials at BYK. By applying modern synthesis methods, hyper-branched multifunctional cores can be modified to create tailor-made additives with novel properties. The selection of functional units and the fine tuning of the monomer content in the final polymeric structure are essential for achieving the desired performance blocks.
Tailor-Made Hyper-Branched Polymers for Solvent-Free UV-Cure Coatings
Besides matting resins, special matting agents and excimer lamps to maintain low-gloss surfaces, matting with solid particles such as silica matting agents is still widely practiced. The absence of solvents, no or minimal film shrinkage, and the very high speed of drying/curing require significantly higher amounts of silica matting agent than are used in solventborne or waterborne formulations. Depending on the type and structure of the matting agent, viscosity easily rises. This leads to limitation in the matting agent dosage and makes the application with a roller coater difficult, creating unacceptable leveling with strong roller marks. As the matting agents cannot be dispersed and stabilized sufficiently, specks and inhomogeneous surfaces appear.
Technical Requirements of Modern Wetting and Dispersing Additives for Solvent-Free Silica-Matted UV-Cure Coatings
There are already wetting and dispersing additives on the market designed to support the incorporation of high amounts of silica matting agents. However, their performance is in need of further optimization. New developments are required to provide:
- Excellent wetting, dispersion and stabilization of very high matting agent amounts;
- Effective viscosity reduction and appropriate Newtonian flow behavior for easier application;
- Broad compatibility in commonly used oligomers and monomers;
- Solvent-free delivery form.
The recently developed hyper-branched polymer-based additives deflocculate matting agents via steric stabilization. Due to tailor-made particle-affinic groups, the hyper-branched polymer adsorbs onto the matting agent surface, keeps the particles separated and prevents the matting agent particles from flocculation (Figure 1). Deflocculation generates Newtonian flow characteristics with generally reduced viscosity. This enables higher matting agent loading and improves leveling.
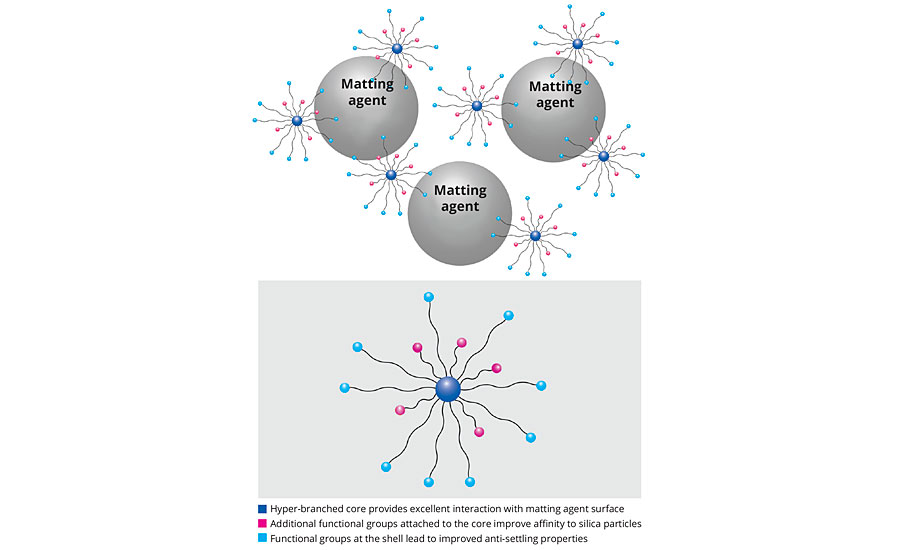
FIGURE 1 » DISPERBYK-2158 and DISPERBYK-2159 structure and steric stabilization.
Compatibility of the additive with the oligomers and reactive diluents is indispensable for its efficiency. Incompatibility with the binder matrix and reactive diluents leads to blocking of the particle-affinic groups, collapse of the steric hindrance and flocculation of the matting agent.
The new additives show excellent compatibility with commonly used resin types and reactive diluents (Table 2). All samples remained clear and fluid after mixing the components: no turbidity, lumping or gelling could be observed.
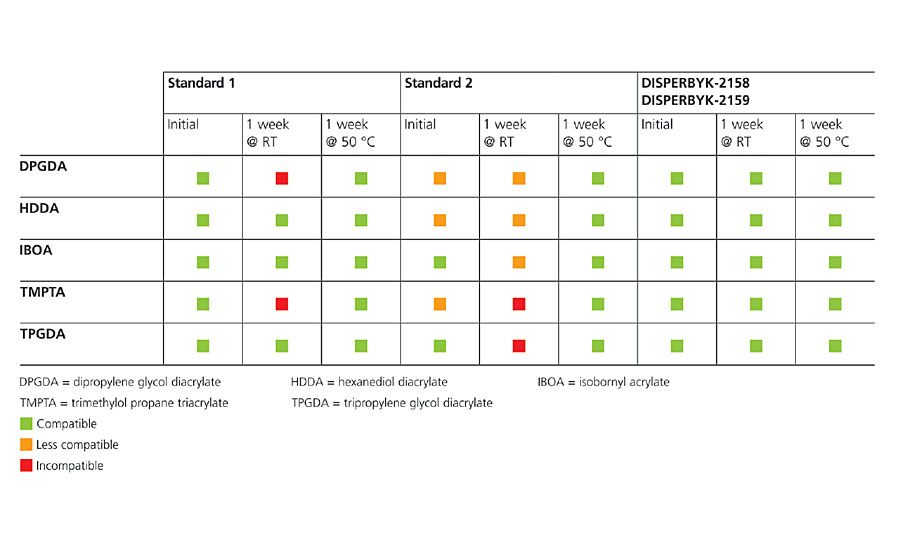
TABLE 2 » Compatibility of the new additives with commonly used reactive diluents.
Evaluation of Viscosity and Rheological Behavior
DISPERBYK-2158 has been tested for its viscosity reduction and impact on rheological properties in different solvent-free UV-curing systems, using a wide range of well-known untreated and treated silica matting agents. The newly developed additive was compared to representative standard grades of the wetting and dispersing additives.
This article focuses on experiments executed with untreated silica matting agents. These grades are usually found to be the most difficult to disperse and lead to the strongest viscosity increase with severe restriction on its applicability. Silica matting agents based on different chemistries, structures and particle sizes were selected (Table 3) for testing purposes.
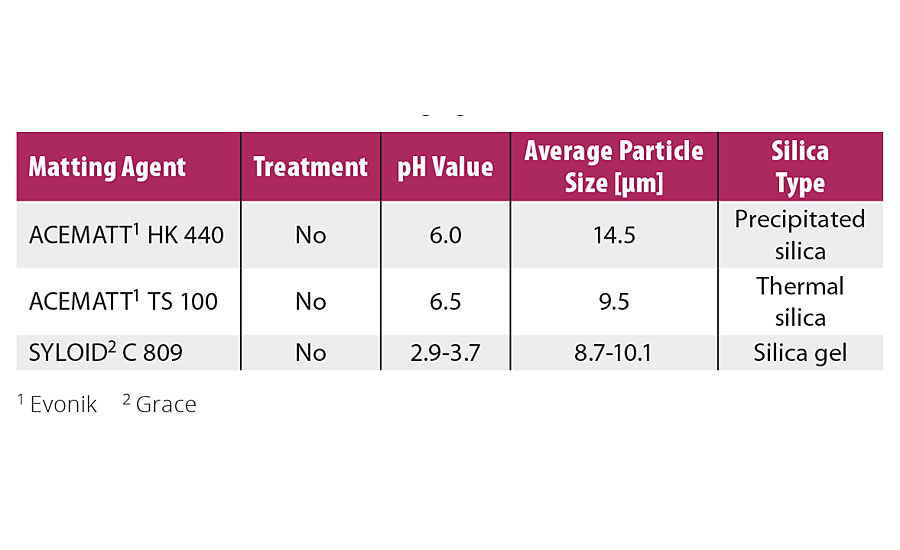
TABLE 3 » Untreated silica matting agents used in Formulation 1.
The first set of tests was carried out based upon the starting Formulation 1 (Table 4), using 15% of silica matting agent and 10% additive active substance calculated on the amount of silica matting agent involved. The ingredients were incorporated by stirring with a dissolver for 3 min at the speed of 2 m/sec for each ingredient, with the exception of the silica matting agent. The silica matting agent powders were added carefully while stirring at the speed of 2 m/sec for 10 min, and the prepared samples were allowed to stand overnight in a dark place before evaluation. Rheology profile, viscosity and viscoelasticity were executed by means of a rotational rheometer, RHEOPLUS/32 V3.62, using the CP25-1 cone/plate device with a measuring geometry of 1° and a diameter of 25 mm of the cone, in the shear rate interval from 0.1 to 1,000 s-1.
TABLE 4 » Starting Formulation 1.
Evaluation of the viscosities followed in comparison with:
- Standard 1 acrylate copolymer with pigment-affinic groups 60% in polypropylene glycol;
- Standard 2 structured acrylate copolymer 44% in methoxypropyl acetate/butyl glycol 1/1 and the samples without any wetting and dispersing additive.
Figure 2 shows a significant viscosity reduction between the sample containing DISPERBYK-2158 and the sample without any additive. Viscosity values and rheology profiles in comparison with Standard 1 and Standard 2 underline the superior viscosity reduction and Newtonian flow behavior of the new product.
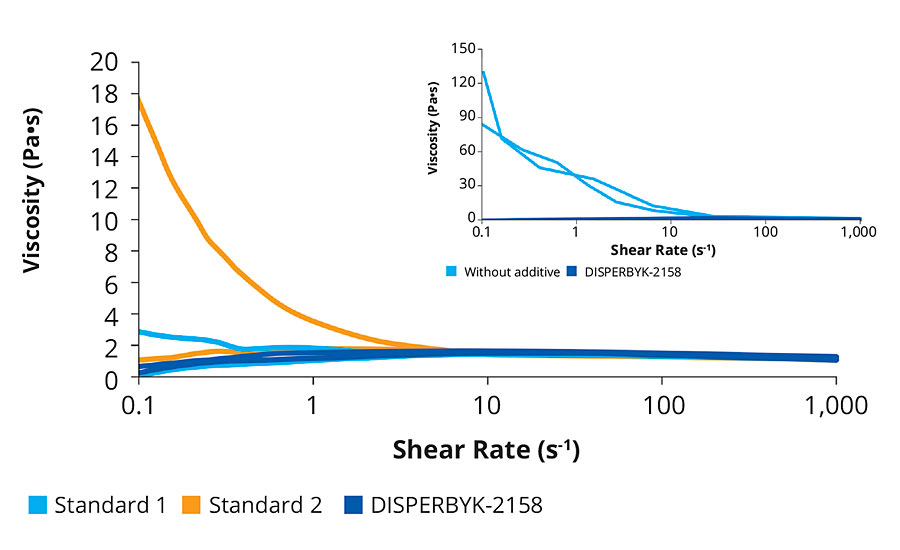
FIGURE 2 » Viscosities and rheology profiles using 15% silica matting agent Syloid C809 and 10% active substance DISPERBYK-2158 on the matting agent amount.
The next evaluation was performed on the solvent-free UV lacquer containing Acematt TS 100 as a silica matting agent. In order to have a measurable viscosity for the sample without additive, the amount of Acematt TS 100 had to be reduced from 15% to 12% in this formulation. It was not possible to mix more than 12% of Acematt TS 100 without additive. All samples were prepared with 12% of Acematt TS 100 and 10% of additive active substance based on the total amount of the silica matting agent.
Viscosities and rheology profile determination are summarized in Figure 3. DISPERBYK-2158 showed impressive viscosity reduction and Newtonian flow. Standard 1 was also able to reduce viscosity but was accompanied by strong pseudoplastic flow behavior. Standard 2 was not effective enough for viscosity reduction with the 12% of Acematt TS 100.
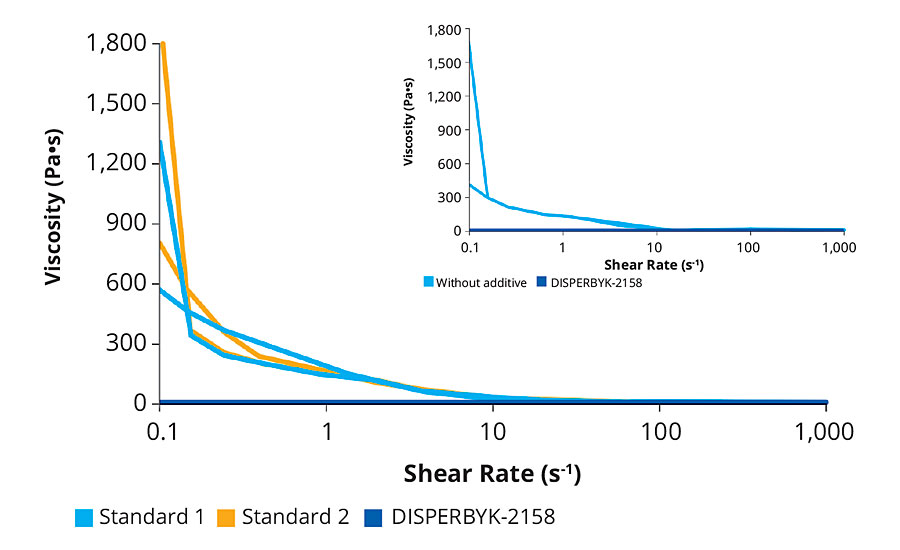
FIGURE 3 » Viscosities and flow behavior using 12% silica matting agent Acematt TS 100* and 10% active substance DISPERBYK-2158 on the matting agent amount.
After a generally impressive viscosity reduction with the dosage of 10% active substances of DISPERBYK-2158 based upon the solids of the silica matting agent, more screenings with lower dosages i.e. 2.5% and 5% of additive active substances based on the -solids of the silica matting agent were conducted. A third silica matting agent, Acematt HK 440, was selected for further comparison purposes.
Figure 4 demonstrates the extreme efficiency of DISPERBYK-2158 at low dosages. Even a half amount or even only 25% additive active substance from DISPERBYK-2158 are sufficient to achieve stronger or similar viscosity reduction as with Standard 1 and Standard 2.
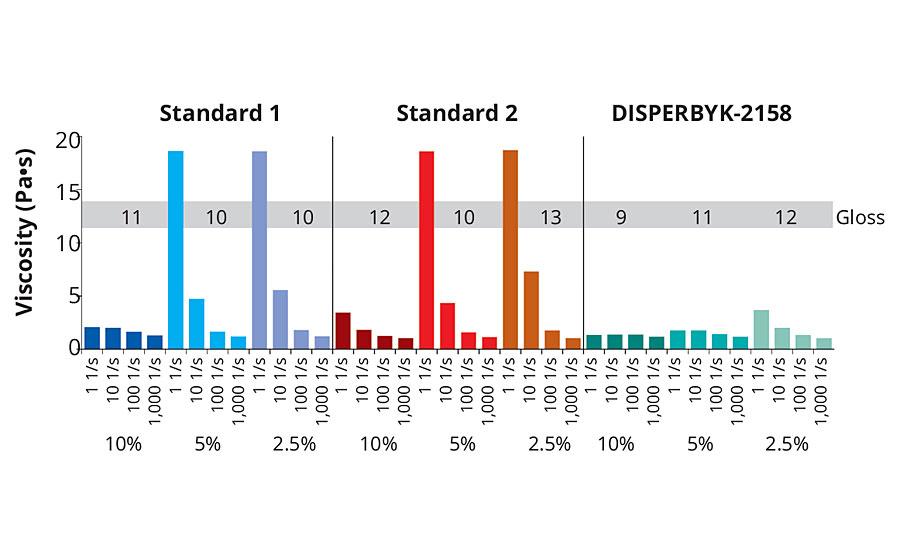
FIGURE 4 » » Efficiency at lower additive dosage: 2.5%, 5% and 10% of additive active substance on solids of silica matting agent (15% of Acematt HK 440).
In order to evaluate the influence of the wetting and dispersing additives on gloss, all the lacquer samples were applied on black uncoated paper foils with a film thickness of 25 µm using a doctor blade. After 2 min of evaporation time, the lacquer was cured using 1 x Hg-lamp with 120 W/cm light intensity and a belt speed of 5 m/min. Gloss measurements were taken with a Micro Tri Gloss instrument at 60°. Gloss values measured at 60° were found to be quite constant.
Optical Judgment of the Surface: Visual and with Light Electron Microscope
Besides efficient viscosity and gloss reduction, excellent wetting and dispersing of the matting agents is also required to achieve an optically attractive, smooth surface. After application and curing, the surface was closely examined for fineness, homogeneous matting agent distribution, presence of agglomerations and specks.
Figure 5 shows poor substrate wetting and a rough surface as a result of very high viscosity of the sample without any additive (No.1). With Standard 1 and Standard 2, wetting and dispersion of the silica matting agent is not sufficient: agglomerations and specks are visible on the surface of the lacquer using more than 10% of silica matting agent (No.2 and No.3). Having a very compatible additive with tailor-made particle-affinic groups, due to excellent wetting of the matting agent, the particles are separated more from each other, no agglomeration or specks are visible on the sample using DISPERBYK-2158 in the formulation. The surface is homogeneous and smooth (No.4).
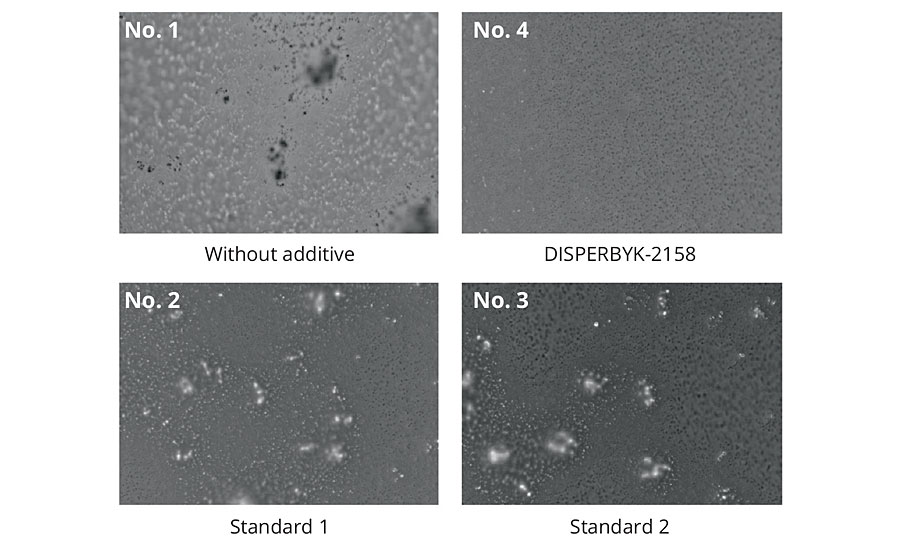
FIGURE 5 » Excellent wetting and dispersion of the silica particles, no agglomeration of the matting agent with DISPERBYK-2158.
Due to the excellent wetting, air is removed from the surface of the matting agent particles, as shown in Figure 6.
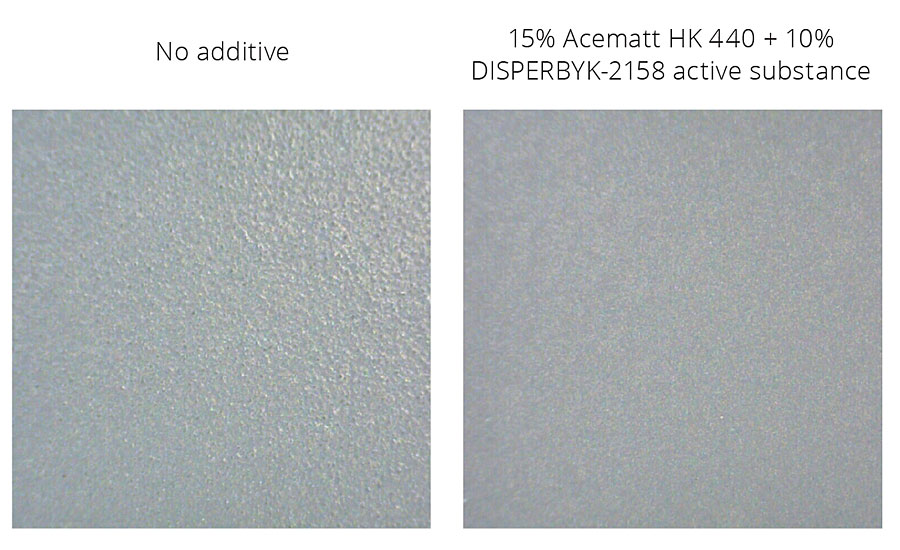
FIGURE 6 » Excellent wetting of the matting agent particle smooth surface, less air bubbles on the silica surface.
Benefits for Lacquer Application on Roller Coater
The majority of solvent-free UV-curing coatings are applied by roller coater. Bottlenecks caused by roller coater application are usually:
- roller marks;
- unacceptable leveling;
- poor matting agent orientation, uneven matting;
- foam in pumping system.
Viscosity and flow properties of the lacquers are always a key factor in a nice and quality-looking surface after application and curing. If the viscosity is too high and the flow is thixotropic, the application is very difficult. The main benefits of using DISPERBYK-2158 are:
- fewer roller marks;
- improved leveling;
- very good matting agent orientation.
Figure 7 shows the very high viscosity of the sample without additives in comparison with the formulation prepared using 10% additive active substance on the total silica matting agent. Beside the low viscosity, Newtonian flow can also be observed.
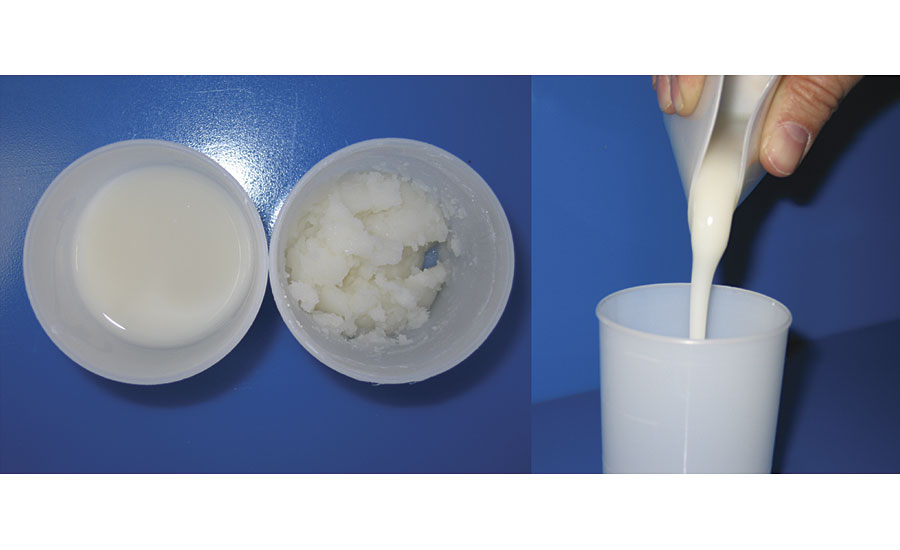
FIGURE 7 » Significant viscosity reduction in can and Newtonian flow.
Based on these properties, DISPERBYK-2158 and DISPERBYK-2159 can also be used for the preparation of matting agent concentrates. For solvent-free UV-curing systems, DISPERBYK-2158 is recommended, and for solvent-containing UV-curing and conventional coatings, the recommendation is DISPERBYK-2159.
In order to evaluate the impact of the wetting and dispersing additives on the leveling, the samples were applied to black uncoated paper foils with a film thickness of 25 µm using an application bar. Due to the extremely efficient viscosity reduction and Newtonian flow behavior of the paint using 10% DISPERBYK-2158 additive active substance on the silica matting agent, fewer marks from the application bar and significantly improved leveling were visible (Figure 8.)
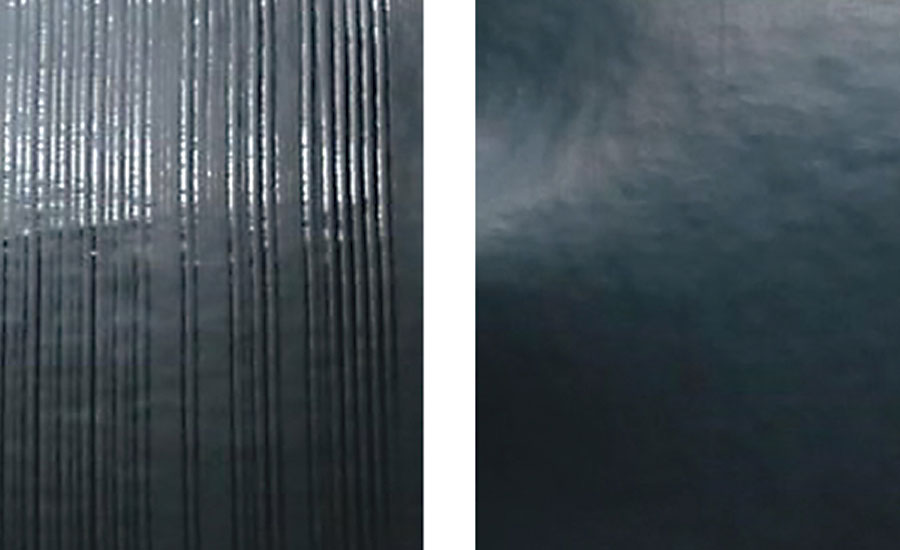
FIGURE 8 » Improved leveling.
Conclusion
Additives based on hyper-branched polymers with tailor-made particle-affinic groups lead to very high-performing products to be used in silica matted solvent-free UV-curing coatings. The new developments evaluated, DISPERBYK-2158 and DISPERBYK-2159, demonstrate outstanding viscosity reduction properties combined with Newtonian flow behavior, offering remarkable advantages for the formulation and application of matted solvent-free UV-curing lacquers.
References
1 Gao, C.; Yan D. Hyperbranched Polymers: From Synthesis to Application, Prog. Polym. Sci 29, 183-275.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




