The World Marketplace for Protective Coatings - Opportunities and Trends
However, change is also a reaction to the global trends occurring throughout the world: population growth, globalization/urbanization, climate change/global warming, the healthcare revolution and accelerated technology changes. All of these trends have and will continue to create new opportunities. How can our business model recognize and take advantage of these trends that create coatings opportunities?
Sowing the Seeds of Change: 1970s - 1990s

|
Evolving Regulations
In the 1970s, heightened environmental awareness galvanized organizations and individuals into action, culminating in unprecedented changes for the protective coatings industry. The first truly game-changing seeds of change were sown with the Consumer Product Safety Commission’s 1978 ban of lead-based paint in the United States. This caused a ripple effect that increased the scrutiny of the use of lead-based paint in other countries. To fully appreciate the impact, it’s important to remember that lead-based paint (oil alkyds) had been used as a universal coating for a thousand years, and was a dominant coating for bridges, ships, infrastructure and other industrial – not to mention consumer – applications in industrialized nations.
Soon thereafter, the industry faced another major challenge: sweeping regulations focused on lowering volatile organic compounds (VOCs). Space does not permit a detailed discussion into the regulatory environment taking place during this time. However, it is possible to briefly summarize some of the key milestones. In the 1980s, some countries in Europe had adopted VOC rules that limited the VOC content of certain paint products.(1) By 1990 a number of air quality districts, such as SCAQMD (South Coast Air Quality Management District), were regulating Architectural and Industrial Maintenance (AIM) coatings. Additionally, under the 1990 Clean Air Act Amendments (CAAA), the EPA established the Ozone Transport Commission (OTC) to tackle the issue of ozone drifting from one state’s airspace into another’s. And, in 1998, the EPA issued a national rule for VOCs, “National Volatile Organic Compound Emission Standards for Consumer and Commercial Products,” restricting VOC content in most industrial maintenance and marine antifouling coatings to 450 g/L (a limit that is actually above restrictions in some states and districts).(2) Lowering VOCs effectively eliminated the use of chlorinated rubbers and vinyls – both of which were extensively used in infrastructure applications.
These changing regulations resulted in a technology shift from low-performance systems to high-performance systems, to waterborne systems. Looking back, it is not an exaggeration to say that these technology changes represented a turning point for the industry.
Global Shift
Around the same time the protective coatings industry was facing shifting regulations, another shift was occurring that would also have a significant and lasting impact on the industry: the acceleration of infrastructure/economic development beyond the Western world.
One such growing market at the time was China, where the economic reform that began in 1978 brought great changes in many areas of Chinese economy, including infrastructure development.(3) Another growth area was Dubai in the United Arab Emirates, which saw economic growth in the 1970s due to revenues from oil and trade. This growth was further strengthened by the establishment of Jebel Ali port in 1979, followed by JAFZA (Jebel Ali Free Zone), which was built around the port in 1985, enabling customers to take full advantage of the port’s ISO-certified container and general cargo operations.(4)
Another event that forever changed the global economic landscape was the fall of the Berlin Wall in 1989. This event, which to many symbolizes the end of the Cold War, was not only a social revolution, but an economic revolution as well, essentially creating new markets with which the Western world could do business.
The significance of this global shift is twofold. First, it created a global market for high-performance coatings products and technologies needed as these geographic areas built out their infrastructure to help support economic development. Second, it also continued the march toward a truly global economy. This impacted coatings manufacturers who needed to ensure their products were in compliance with varying regulations in the different markets. At the same time, it created the opportunity for manufacturers to establish facilities in what had until this time been largely untapped markets, translating into improved economies of scale, as well as greater manufacturing and distribution efficiencies.
Today and Tomorrow: Seeds of Change Grow, Blossom
 Credit: Bayer MaterialScience Credit: Bayer MaterialScience
|
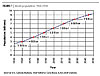
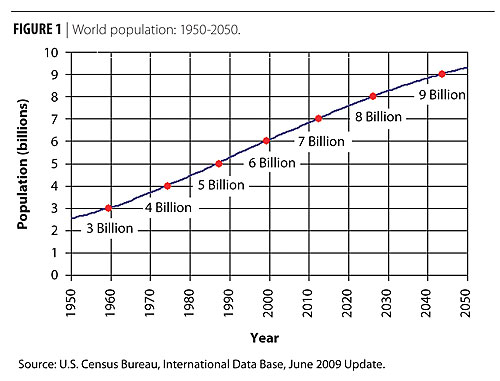
| Figure 1 Click to enlarge |
It is with this backdrop of the last 35 years or so in mind that we turn our attention to the protective coatings industry today … and look toward tomorrow. Productivity, sustainability and quality are the key drivers in the coatings industry today. As such, they are both central and essential to how the industry operates and seizes new opportunities, particularly within the context of five global megatrends: population growth, globalization/urbanization, climate change/global warming, healthcare revolution and accelerated technology changes.
Population Growth
As of November 6, 2009, the U.S. Census Bureau estimated the world’s population to be 6.795 billion.(5) While the overall rate of growth is slowing (Figure 1), the population gains continue to severely tax natural resources, making food and water increasingly scarce. One viable option for conserving drinking water is pipeline modernization, which minimizes the loss of water caused by leakage. This presents a tremendous opportunity – as well as a challenge – to the protective coatings industry. Additional areas where protective coatings can be utilized to support the population boom include housing, as well as the construction and repair of the transportation infrastructure, among others.
Globalization/Urbanization
Globalization increases wealth and the demand for mobility and communications, particularly in emerging areas, such as APAC (Asia and Pacific) and BRICM (Brazil, Russia, India, China and Mexico). In fact, much has been written about how the five BRICM economies will surpass the current major economic powers in the decades to come. This is a prospect that must be considered for protective coatings manufacturers and their suppliers, who may seize the opportunities these areas offer, and therefore shift the geographic location of their current manufacturing operations to be better able to serve these burgeoning economies going forward.
In terms of urbanization, significant investments in mass transportation, as well as infrastructure construction and maintenance, present opportunities for protective coatings products and technologies, as well. The numbers are, in fact, staggering. A recent report by CIBC World Markets in Toronto predicts that global spending on infrastructure could reach $25 -$30 trillion over the next two decades. Of this, the United States will account for roughly $150 billion a year in new infrastructure investment; Europe will require roughly $300 billion a year; China, at least $400 billion a year. The report also states that approximately 40 percent of this money will go to transport and nearly one-third to power facilities.(6)
Certain countries within such geographic areas as Africa are looking to build new infrastructure to improve not only their economy, but also the health and well being of its people. In an address given Feb. 2, 2009, UN Secretary-General Ban Ki-moon stated: “… infrastructural development is key to economic growth and social progress. Africa needs good roads, schools and hospitals; as well as reliable and efficient water services, electricity grids and telecom networks; while information and communication technologies must also be a bigger part of Africa’s future. These remain the building blocks for job creation and the ability to compete in global markets.”(7)
The United States, on the other hand, is investing significant resources in repairing an infrastructure that is crumbling, or expanding infrastructure that is now inadequate due to population shifts. According to the U.S. Department of Transportation, as of Nov. 3, 2009, nearly 8,500 highway projects have been approved under the American Recovery and Reinvestment Act, and nearly 5,000 highway projects are underway.(8)
Climate Change/Global Warming

|
From power generation to automotive and nearly everything in between, this megatrend is changing the way companies – and entire industries – do business. Greener solutions that address VOC regulations continue to be an area of focus for the coatings industry. This is particularly true as new and modified regulations are on the horizon. For example, Canada has proposed a 340 g/L limit that is expected to become effective sometime in 2010, and the U.S. EPA is developing an amendment to the national rule that will also be effective in 2010.(9)
Necessity is the mother of invention, it is said. For the protective coatings industry, the effort to minimize the use of solvents has opened the door to the development and use of more environmentally friendly alternatives, including high-solids coatings, waterborne coatings, waterborne UV coatings and powder coatings.
Traditional solventborne polyurethane coatings are typically formulated at a solid level of 30-40 percent, which would be equivalent to a VOC level of 600 g/L or above. However, the development of lower-viscosity resins, both in the polyol component (polyesters, polyacrylates and polyaspartic esters) as well as low-viscosity polyisocyanates, enables the formulation of high-solids coatings.
One approach to the market’s need for higher solids coatings is a new class of co-reactants, namely polyamino co-reactants. In the past, the extremely high reactivity of primary amines has prevented their use as a viable co-reactant in coating applications. However, the significantly reduced reactivity of hindered or blocked amines, such as polyaspartic esters and aldimines has allowed for a whole new family of co-reactants available to polyurethane formulators. The coatings based on these polyamino co-reactants can be formulated with solid levels in excess of 70 percent, resulting in a system with VOC levels at 2 lbs/gal or less. The availability of various polyaspartic esters with vastly different reactivities and viscosities makes these compounds more versatile co-reactants for formulators. One can blend two or more polyaspartic esters to achieve a wide range of application viscosities and potlifes. One significant characteristic of the coatings based on polyaspartic esters is that they offer extremely high hardness, balanced with a reasonable flexibility. In addition, both aldimines and polyaspartic esters are compatible with most traditional polyester or polyacrylic resins. The polyaspartic esters can easily be blended with polyesters or polyacrylics to achieve the desired solid level/VOC, hardness, viscosity and cost.
For all its advantages, the Journal of Protective Coatings & Linings singled out polyaspartics as one of the top product developments over the last 25 years.(10) Successful utilization of this coatings technology was achieved at a baseball stadium at Wide World of Sports Disney World in Florida. An examination of the 125,000-square-foot stadium revealed that a membrane between the structural concrete slab and the topping slab had failed in some areas, allowing water to seep through. Left uncorrected, the leaks could cause damage to the superstructure. To stop the leaks and prevent future water seepage, a team of professionals recommended applying a new external membrane to the concrete topping. The topcoat suggested was a specially formulated color coat based on polyaspartic resins and aliphatic isocyanates, which met stringent project requirements that called for a flexible concrete coating with low- to zero-VOCs. This was a smart solution that offered VOC compliance as well as proven long-term durability.
And while traditional solventborne polyurethanes have long set the standard for high-performance coatings systems, the development of waterborne polyurethane coatings technologies are offering new, even lower-VOC solutions to the coating formulator. Two-component waterborne polyurethane coatings, when properly formulated with the wide variety of waterborne polyols available, have film characteristics similar to those of solventborne coatings. These properties include high gloss and distinctness of image (DOI), good balance of flexibility and hardness, good abrasion and chemical resistance, and good outdoor weatherability. Much progress continues to be made pertaining to waterborne chemistries. Early waterborne coatings had as much as 300 g/L of co-solvent; new commercial systems are now actually waterborne at 0-15 g/L. A key industry focus is keeping VOCs low while improving product performance. To that end, the industry continues to strive toward the formulation of waterborne coating technologies that can outperform solvent-based coatings in the highest-performing applications.
The Los Angeles Unified School District #9 offers another example of the successful implementation of a more eco-friendly coating solution. An anti-graffiti coating system based on 2K waterborne technology was applied to all perimeter poured-in-place concrete walls. In addition to preserving the architect’s desired look of the concrete as a design element, this near zero-VOC coatings solution also met stringent SCAQMD and California Air Resources Board (CARB) guidelines.
Often referred to as “dry painting,” powder coatings technology is another option that offers environmental and application advantages. The term “dry painting” refers to powder coatings’ lack of liquid, solvent or water, in its formula. It is applied “dry” directly to a surface in a fine powder form. Because they don’t use solvents in their formula, powder coatings release little to zero VOCs into the atmosphere. This not only helps the environment, but it also reduces costs for finishers because they no longer have to purchase and maintain expensive pollution control equipment. In addition, most powder coating overspray that does not adhere to the substrate can be reclaimed for future use. As a result, finishers utilize nearly 100 percent of their coating material, leaving little waste and less clean-up. Despite these positive aspects, powder coating has drawbacks, as well: it is less environmentally friendly from an energy consumption perspective and, practically speaking, lacks the durability and weatherability that high-performance applications require.
Healthcare Revolution
At first, it may seem unusual to include coatings used in healthcare in a discussion of industrial high-performance coatings. But there are lessons to be learned here. Today, the coatings industry is fine-tuning raw materials up to (semi-)finished materials for the healthcare industry’s product designers, resulting in system solutions. Some examples include topical tissue adhesives, which replace sutures and staples; hydrophilic coatings that facilitate catheter insertion; drug-eluting stent coatings for reduced restenosis and thrombosis, as well as anti-bacterial coatings to minimize the spread of infection.
These novel applications remind those of us in the area of high-performance coatings to “think outside the box” when looking ahead to how coatings will be utilized moving forward. In other words, we must rethink the role of coatings and how they will be used differently in the future, presenting new opportunities for functional coatings – such as printed circuit boards and other applications, for example – some of which we may not yet fully understand.
Accelerated Technology Change
The evolution of coatings in the healthcare industry segues nicely into the final global megatrend being considered for this technical discussion: accelerating technology change.
One of the new technologies with implications for a number of industries is nanotechnology. With multi-walled carbon nanotubes (CNTs) it may be possible to combine the best properties of different materials – light metals and polymer compounds – resulting in a new class of materials. As an example, reinforced composite materials based on CNTs and aluminum powder may offer entirely new design opportunities in lightweight construction. CNT-containing components may have much higher mechanical strength, which may mean they can be produced with thinner walls and therefore weigh less than their counterparts of non-reinforced aluminum. The tensile strength of this new class of materials could be similar to that of steel, but weighs only half as much because of its lower density. This weight reduction may result in much improved energy efficiency and a better CO2 balance. For opportunistic protective coatings manufacturers, this may provide an opportunity to formulate new coatings technologies to protect these nano-based structures.
Another growing area is coatings based on renewable raw materials, for instance, natural oil-based coatings. Natural oil-based resins, which are used where nature has provided unique structures that are technically and economically viable, may reduce the climate impact of finished products. Applications for these natural oil-based coatings include self-leveling floor coatings, secondary containment and corrosion protection. There is much potential for the protective coatings industry, as owners, architects and engineers increasingly seek out materials that may support LEED certification and its resultant tax credits. Demand for greener technologies is here to stay, and the protective coatings industry must be ready with the appropriate solutions.
Functional films is yet another area with exceptionally dynamic growth potential that is pushing the boundaries of the very definition of coatings and the properties they impart to end-use components. This growth includes developments in modern film technologies, holography and polymer electronics. Nanoparticles can play an important role here, for example in electrically conductive printing inks based on nanometallic particles or carbon nanotubes or quantum dots that could be used in the future in silicon-free organic solar cells – cells that could revolutionize power generation because they could be produced economically in large quantities.
Printed light based on coating layers containing electroluminescent pigments within the film and a small source of electricity is another natural transformation of technology. Near-term applications are primarily for signage and in integral night lighting. But if one looks further into the future, one may envision that these advancements in printed light technology might someday be used to illuminate a wide range of objects in an environmentally responsible way.
Another place to look for inspiration is textiles. The technology behind flexible coatings used to provide abrasion resistance and other desirable properties for soccer balls, for example, could some day be used to formulate coatings that don’t crack or split when being exposed to harsh weather conditions for high-performance applications.
Could painting ever be obsolete? Based on current developments, in the future it may be possible to eliminate the painting process for bridges or other structures, and instead, wrap it in film, then heat shrink it to fit, resulting in a VOC-free, defect-free structure. This represents a novel process for an organic material and, furthermore, serves to illustrate how the coatings industry must “rethink” the painting process … expanding its definition to embrace other innovative ways coatings may be applied.
It sounds incredible, but it’s true. But a look at how far the industry has come in just the last 35 years offers great optimism and excitement about the developments that will take place in the next 35 years. Novel chemistries will continue to evolve and address new challenges. Considering an integrated perspective – one that considers global socio-economic factors, as well as innovative developments in industries as diverse as healthcare, signage and even sporting goods – creates opportunities for the cross-pollination of ideas, which, in turn, provides fertile ground in which the next generation’s seeds of change can take root. In light of the key drivers discussed here – population growth, globalization/ urbanization, climate change/global warming, the healthcare revolution and accelerated technology changes – the protective coatings industry must continue its leadership role in driving innovation forward. For organizations that adopt this holistic approach, the future will be bright, indeed.
This paper was presented at PACE 2010, Phoenix, AZ. For more information, visit www.pace2010.com, www.bayermaterialscience.com and www.bayermaterialsciencenafta.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







{kind=link}