Intrinsic Versus Applied Hiding
A New Equation for Optimum Performance – Part 2
Obtaining a smooth, uniform paint finish with a minimum number of coats is an ongoing demand in architectural coatings. When formulating white and pastel tint bases, minimizing coats has traditionally relied on maximizing intrinsic hiding as measured in the laboratory by the contrast ratio of a uniform drawdown. In Part 1, we discussed how inadequacies in rheology can lead to less than full hiding power being transferred to the substrate. Newly developed analytical techniques provide a better understanding of the role of pattern uniformity in developing applied hiding, leading to the development of Equation 1.
Applied Hiding ≈ Intrinsic Hiding + Film Build - Pattern Uniformity (1)
In practice, applied hiding is generally lower than the intrinsic hiding designed into the paint. This effect can be described by Equation 2 and was demonstrated in an examination of commercial sheen paints, where applied hiding loss was estimated to be equivalent to losing the hiding power of up to one pound of TiO2 per gallon of paint (See Figures 11 and 12 in Part 1 of article series).
Applied Hiding Loss ≈ Intrinsic Contrast Ratio - Applied Contrast Ratio (2)
Part 2 of this series offers a closer examination of film thickness and pattern uniformity as influenced by type of viscosity (ICI, Brookfield, Stormer). It also demonstrates how to employ the hiding and rheology principles described in Part 1 to maximize the applied hiding of paint.
Optimizing Film Thickness and Pattern Uniformity
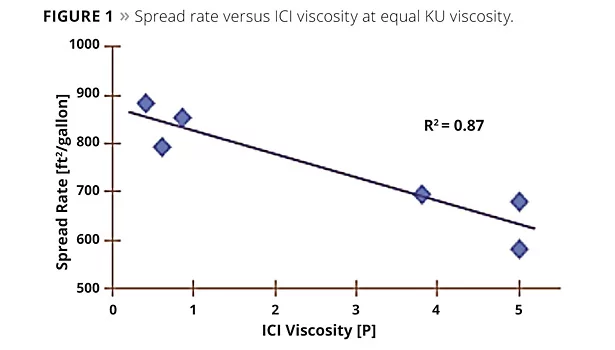
The rheology of a paint can greatly influence film build and resulting thickness of the applied film by controlling the amount of paint loaded onto the applicator and transferred to the surface. To better understand the impact of viscosity on film thickness, several experiments were designed and conducted to isolate the effects of high-, low- and medium-shear viscosities. In one experiment, paints were thickened with cellulosic, hydrophobically modified alkali swellable emulsion (HASE) and hydrophobically modified urethane (HEUR) rheology modifiers. Thickener use levels were varied in order to equalize the level of Stormer (KU) viscosity. All paints were applied with a standard procedure of preparing, loading and applying the coating. As graphically shown in Figure 1, higher ICI viscosities resulted in lower spread rates, demonstrating that ICI viscosity has a significant influence on the thickness of the applied film, regardless of the thickener chemistry used.
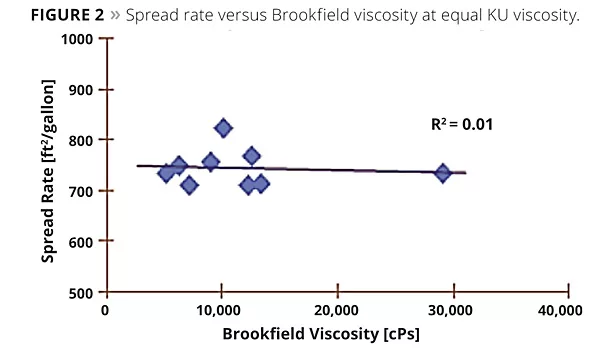
In another experiment with cellulosic, HASE and HEUR rheology modifiers, KU and ICI viscosities were kept constant to understand whether or not low-shear rheology affects film build. The data presented in Figure 2 show a minimal correlation between the spread rate achieved and the low-shear viscosity of the paint. In both film build experiments, paints were applied on a Leneta CU-1M chart, and the ‘natural’ spread rate was recorded. The higher-than-normal spread rates are due to the size of the roller cover and minimal number of strokes used to cover the surface area.
In a similar experiment, Stormer viscosity was evaluated over a range from 90 KU to greater than 120 KU. As with Brookfield viscosity, there was minimal correlation between Stormer viscosity and film build. However, it was observed that lower Stormer viscosity was associated with greater difficulty in loading the applicator without dripping. Loading higher Stormer viscosity paints onto rollers also proved difficult, as the gel-like structure of the paint would not absorb into the roller cover fabric. These results suggest that there is an optimum Stormer viscosity range for applicator loading and ease of application, which should be studied further.
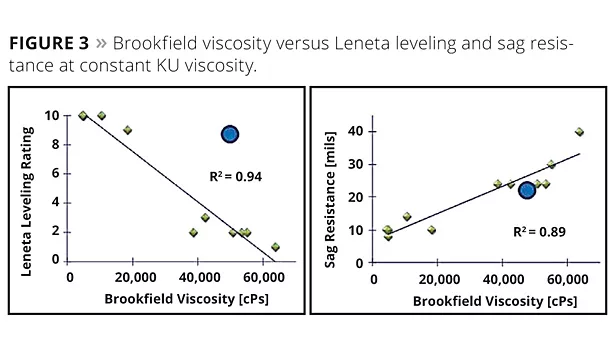
Rheology also has a significant impact on pattern uniformity. Results from time lapse image analysis show that a paint can flow and level once applied to a surface,1 leading to a high rating for surface smoothness and an aesthetically pleasing finish. Unlike film thickness, which is highly influenced by ICI viscosity, pattern uniformity is primarily dictated by Brookfield viscosity and is influenced by both the sag resistance and flow of the paint formulation. As demonstrated by the data shown in Figure 3, Brookfield viscosity is highly correlated with leveling and sag resistance, but in opposite directions: as Brookfield viscosity increases, the leveling of the paint film decreases and desired sag resistance increases. If the wet paint film does not flow and level once applied, then more peaks and valleys or thin spots are visible in the dried film, giving the appearance of a rough surface and poor pattern uniformity. Conversely, the more a paint sags and drips when applied, the less desirable to the paint customer and the more difficult it is to apply.
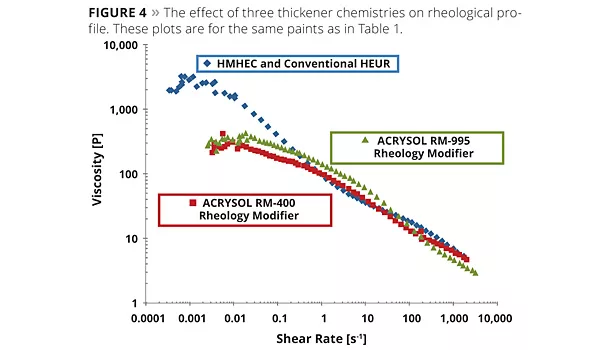
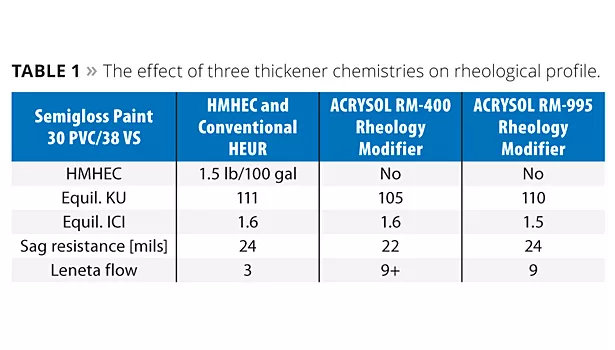
Conventional formulation practice uses cellulosic and HEUR rheology modifiers in combination to achieve a balance of sag resistance and flow. This balance compromises paint leveling and, as reported in Part 1, has been proven to negatively affect the pattern uniformity and ultimately the applied hiding of the coating. Utilizing patented ACID SUPPRESSION™ technology, we have developed a new category of rheology modifier that helps deliver the leveling of conventional HEUR rheology modifiers as well as the sag resistance approaching that of a cellulosic thickener. Figure 4 shows the rheology profiles of three paints thickened to the same KU and ICI viscosities. The plot clearly shows that paint utilizing hydrophobically modified hydroxyethylcellulose (HMHEC) thickener has the highest low-shear viscosity and should, therefore, also have the highest sag resistance of the three paints. However, as shown in the Leneta leveling and sag resistance ratings presented in Table 1, high-performance HEUR rheology modifiers match the sag resistance of the HMHEC plus conventional HEUR thickened paint, but significantly improve the Leneta leveling.
Reformulating for Optimum Applied Hiding
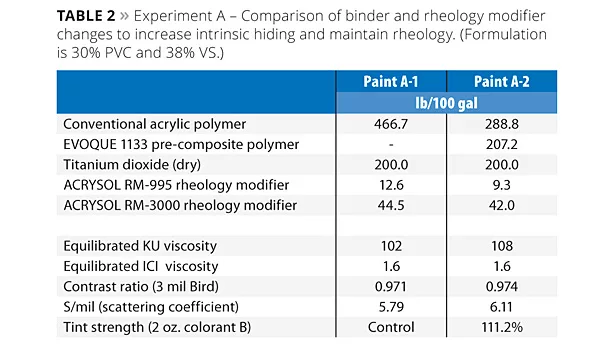
Experiment A was designed to increase intrinsic scattering through the use of EVOQUE™ pre-composite polymer. Table 2 shows the variables in the formulation; additives, titanium dioxide, extenders, PVC and volume solids were kept constant. The binder composition and the rheology modifier use levels were changed in order to incorporate the pre-composite polymer, and maintain the KU and ICI viscosity. Table 2 also shows the increase in intrinsic hiding as evidenced by the increased scattering coefficient, tint strength and contrast ratio. While the contrast ratio results are numerically smaller than the S/mil and tint strength measurements, it should be noted that contrast ratio becomes a less sensitive measurement at higher values due to the asymptotic approach to unity and the difficulty in controlling film thickness.
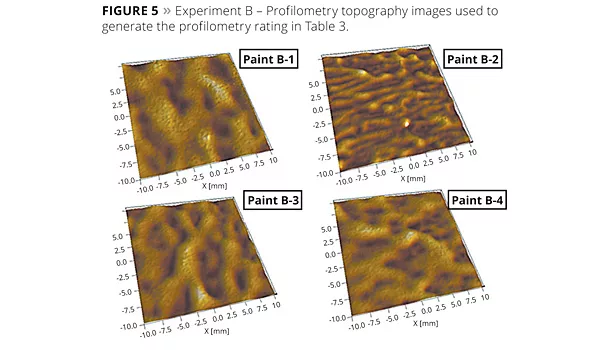
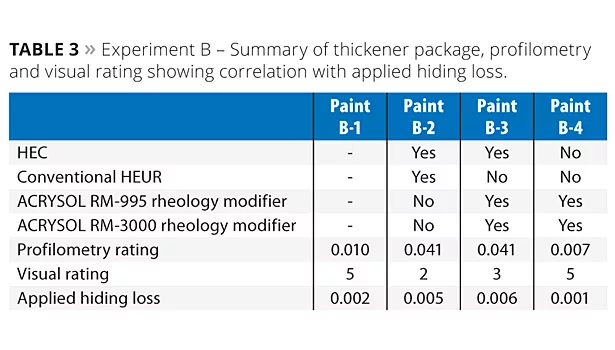
Experiment B focused on improving pattern uniformity. Table 3 summarizes paints evaluated. Paint B-1 is a commercially available eggshell formulation that has an excellent visual smoothness rating of 5. Paints B-2, B-3 and B-4 are based on a generic formulation with adjustments to the rheology modifier package to improve pattern uniformity to match Paint B-1. Figure 5 is the comparison of profilometry topography images of the four paints. The topography results for Paints B-2 and B-3 show rougher and larger changes in height compared to paints B-1 and B-4. These differences in pattern uniformity, as quantified by the profilometry rating, can be directly correlated to the difference in applied vs. intrinsic hiding, as seen in Table 3. The results in this study show cellulosic thickeners negatively affect pattern uniformity and applied hiding, as seen with paints B-2 and B-3. When the cellulosic thickener was removed and the test paint was formulated with -ACRYSOL™ RM-400 and ACRYSOL RM-995 rheology modifiers, they showed a significant improvement in profilometry and visual ratings when applied by a roll. The applied hiding loss, as seen in Table 3, equates to the ‘money’ that is lost in hiding technology going from ‘in-can’ to ‘on the wall’. The average human eye can perceive a change in contrast ratio of about 0.002. The amount of titanium dioxide that would need to be added to regain the hiding lost from the roller pattern is cost prohibitive and not technically feasible due to the pigment crowding effect.
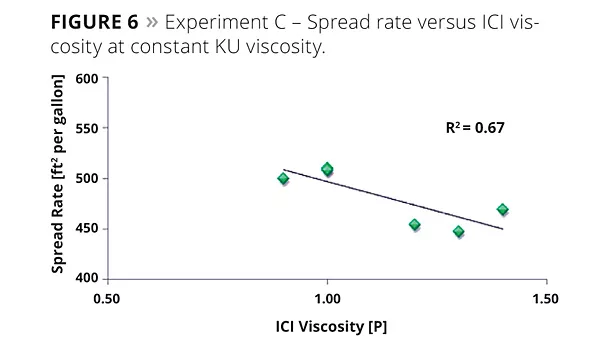
Experiment C focused on improving applied hiding by increasing the thickness of the applied film. An ICI ladder study with the same generic formulation as in Experiment B (42% volume solids, 34% PVC and 12.7% PVC titanium dioxide), was used to identify the ICI viscosity that would maximize the applied film thickness. The results in Figure 6 show a correlation between increasing the ICI viscosity and increasing applied film thickness where the ICI viscosity of the paints was increased by higher use levels of the HEUR ICI builder.
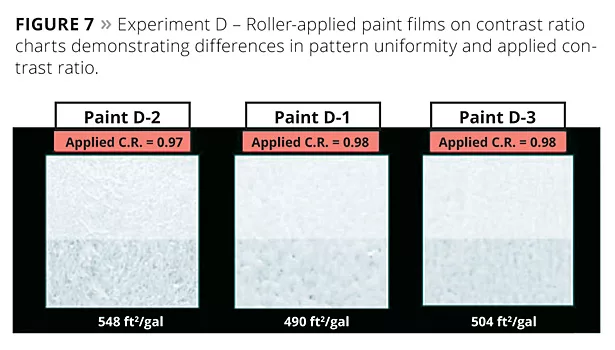
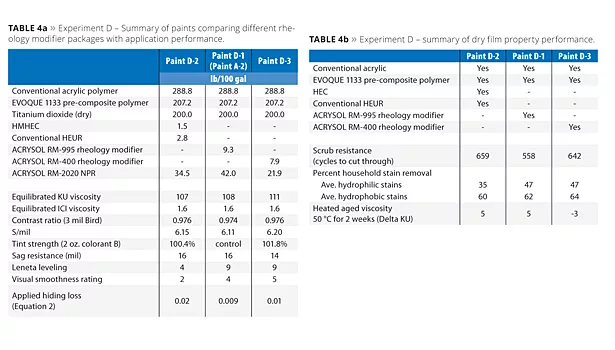
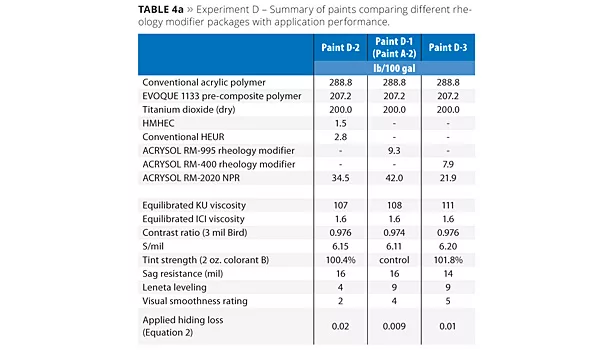
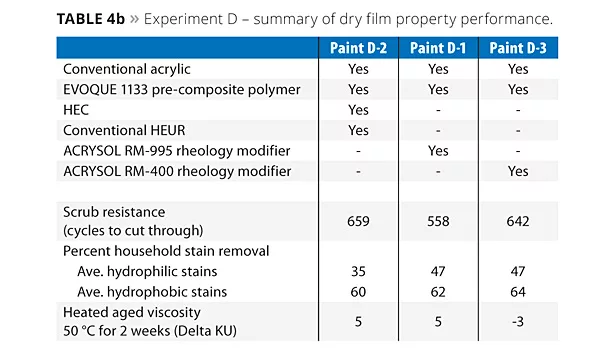
Experiment D utilized the generic formulation from experiment A, Paint A-2, with EVOQUE pre-composite polymer. The purpose of this experiment was to combine the three major factors affecting applied hiding: increased intrinsic hiding from experiment A, improved surface smoothness via pattern uniformity from experiment B, and maximized applied film thickness from experiment C. Table 4a is a summary of the rheology modifier use levels and performance attributes of the three paints. The KU and ICI viscosity of all three paints are very similar, as well as the measured contrast ratio, S/mil (scattering coefficient) and tint strength. However, the performance attributes of these three paints are quite different. Paint D-2, which contained HMHEC, had a significantly lower Leneta level and visual smoothness rating when applied by roller. Paints D-1 and D-3 had similar sag resistance to paint D-2, but much improved Leneta leveling and visual smoothness rating when applied by nap roller. Figure 7 shows images of paint D-1, D-2 and D-3 applied by roller over a Leneta CU-1M chart.
Paint D-2, which used a cellulosic thickener to balance sag resistance and leveling, resulted in compromised Leneta leveling, poor pattern uniformity and a large loss in applied hiding when applied by a nap roller. Paints D-1 and D-3, by contrast, utilized high performance ACRYSOL HEUR rheology modifiers. These paints matched the sag resistance of the cellulosic-thickened paint (D-2), but significantly improved Leneta leveling. They also achieved good to excellent pattern uniformity and had very little loss in hiding when applied by roller applicator. Other performance attributes of paints D-1, 2 and 3 were evaluated versus a reference paint using conventional technology. Table 4b is a summary of additional performance attributes that were evaluated and shows that the optimized paints had equivalent performance to the reference paint. These results confirm that Experiment D is a demonstration of how to successfully formulate paint with maximized applied hiding as well as other performance criteria for a high-quality broad wall formulation.
Conclusion
The most effective way to minimize the number of coats needed for an aesthetically pleasing finish is to maximize the applied hiding of the coating. Applied hiding is positively influenced by the intrinsic hiding of the paint and the film build or thickness of the applied coating; it is negatively influenced by film roughness or the lack of pattern uniformity of the dried film. In white and pastel paints, maximizing applied hiding involves two formulation steps: 1) use of EVOQUE pre-composite polymer and ROPAQUE opaque polymer to help optimize intrinsic hiding; and 2) use of high-performance ACRYSOL RM-400 or ACRYSOL RM-995 rheology modifiers to help deliver optimum application performance to transfer as much of the intrinsic hiding to the substrate as possible. Used together, these tools offer maximized applied hiding and overall high performance to meet consumer demands in the most cost-effective manner.
Reference
1. Conley, T.; Fasano, D. Intrinsic versus Applied Hiding: A new equation for optimum performance – Part 1; PCI Magazine; April, 2014.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

